The cost of energy is a constant consideration on the operating budget of plant operators. Public facilities that treat and distribute drinking water and those that collect and treat wastewater are energy-intensive, accounting for approximately 3% of US electricity use (approximately 100 billion kWh annually).
For local governments, this level of consumption means that water and wastewater facilities are one of the largest and most energy intensive loads they own and operate, representing up to 35% of municipal energy use. Wastewater facilities in particular have a wide variety of processes and associated equipment that consume energy.
The equipment and processes used in treatment plant operation, and the amount of energy they use, vary significantly reflecting the regional topography and environmental conditions and requirements to treat certain types or concentrations of waste.

Analysis of grit samples in Hydro International's US laboratories.
Looking for savings in energy usage
Any plant operator tasked with auditing wastewater processes to isolate the biggest energy consumers and identify operational efficiencies faces conflicting priorities. Both operators and engineering designers are motivated firstly by maintaining or improving the availability and reliability of their facilities. Any energy-efficiency opportunities have to be considered within this context.
A waste treatment plant engineer knows that motors and motor-driven equipment use a significant amount of energy to pump, filter, and aerate water. Indeed, wastewater aeration, pumping and solids processing account for a significant amount of the electricity used in wastewater treatment.
Approximately 42,000 wastewater pumping stations across the country operate to meet continuous and varying wastewater flows and typically, pumps are the most prominent energy consumers.
However, each piece of equipment is part of an integrated system. Therefore, it is important to consider facility performance when introducing energy-efficiency measures and to determine which measure or combination of measures will result in the biggest energy reduction for a given investment, and avoid degradation in performance.
Frequent targets of cost-cutting audits are pumps and the subsequent activated sludge treatment process. Both processes can be energy-intensive in many plants. For example in a typical activated sludge treatment plant, the aeration system typically represents 60% of a plant's electricity use; pumping represents an additional 15%, of which grit slurry pumping is a small part.
Grit system considerations
It's tempting to think that diurnal flow variations and wet versus dry weather variations in incoming waste water flow volumes might be met with intermittent grit pumping schedules. While plants should continue to reduce electricity consumption where possible, balancing the system performance efficiency and operation of any other downstream treatment processes must also be considered. The loss of digester performance and aeration basin efficiency, along with the time and expense to clean either, can quickly offset any savings realised by running the grit pump intermittently. As there are no industry guidelines available for intermittent running of grit pumps, careful and continuous attention to flow and incoming grit load is required and intermittent operation is often not suited to many plants and locations for a variety of considerations, including flows, collection system design, condition of the collection system and grit loading.
Continuous grit pumping is recommended in many applications to ensure that elevated grit loads and wet weather events are covered when higher grit volumes can be expected. It is also important that total solids in pumped grit slurry remains at approximately 1% or below, otherwise washing and dewatering equipment efficiency can degrade and risk plugging, as can piping.
.jpg) It is also important that total solids in pumped grit slurry remains at approximately 1% or below.
It is also important that total solids in pumped grit slurry remains at approximately 1% or below.
Where conditions allow, it is possible to consider intermittent pump operation, which should always be assessed by an expert. For example, it could be used if the range between the peak and average flow is very great, (i.e. high wet weather flow spikes) or there are very low overnight incoming flows with small grit loadings such as may occur at small plants. However, the entire grit system must be designed to handle the build-up of grit which will occur with intermittent operation. When operating the grit system intermittently, it is advisable that continuous operation is still enabled during wet weather events. This can be achieved either by influent flow sensing triggered by a set point for automatically switching between continuous and intermittent operation, or a manual control switch with timed intervals during dry weather and continuous during wet. The latter carries a certain risk if not well attended.
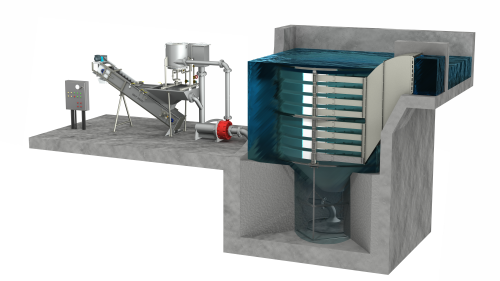
High-performance grit separation system can be optimised for intermittent flows. In the latest developments of the Eutek HeadCell for example, an expanded grit underflow collector allows grit to inventory while the pump is not operating.
Flexible grit pump operation can be optimised by plant operations personnel based on grit load and plant demand while minimising energy consumption. Intermittent pump operation can also reduce plant use of Non-Potable Water associated with the grit washing/dewatering system components as these components typically run in tandem with the grit pump.
Design implications
In other grit collection technologies, energy usage is dependent on the process design as well as the operating equipment. For example, aerated grit basins can be a significant source of power consumption due to the blowers used to supply air to diffusers located in the basin. Aeration basins typically have a recommended air delivery rate of three to eight cfm of basin length, where the basin length is the standard three to eight times its width, and designed for a detention time of three minutes at peak flow. This means that a typical basin of 55 ft. length, and a width of 7 ft. to 18ft, could require 165 to 440 cfm of air, and need up to 100HP of power to drive the air compressor. There are, of course, far bigger basins which require more air and higher power to produce it. The next power user in a grit system is typically the grit pump and any potential saving through intermittent operation would be attractive. However, will intermittent pump operation impact the grit- or other subsequent processes? Combined sewer plants and plants with large peak to average flow ratios will see a significant increase in grit load at higher flows. Grit quantities are typically reported to range from 0.53-24 ft3/mgal (M&E) and operating grit pumps intermittently during high influent loadings can be detrimental to the grit removal process and cause plugging, loss of grit and system failure. Pumping intermittently increases the concentration of the grit slurry as well as the problematic debris accumulated in the grit sump and grit slurry piping. In fact, even without intermittent pump operation, the lack of sound design guidance may contribute to the problems met in removing, conveying, and processing grit slurry at many treatment facilities; combined sewer collection systems are particularly prone. It is ironic that this process is intended to prevent or reduce downstream maintenance, but often is fraught with its own frequent maintenance issues such as plugged grit slurry collection sumps, plugged grit slurry piping, failed grit slurry pumps, and plugged grit slurry concentrators. Intermittent operation will only exacerbate such problems.
Careful conclusion
While decisions to run equipment like pumps, including grit pumps, intermittently can save electricity and lower energy costs, care must be taken to match the operating schedule to plant inflow conditions. Careful assessment, and the right grit removal equipment, will greatly reduce the risks of extra costs incurred through ineffective removal using conventional technologies or intermittently pumping decisions influenced solely by the desire to cut the dollars. Consulting closely with engineering designers and equipment manufacturers is therefore essential to take advantage of the opportunities of intermittent operation without running unnecessary risks.





