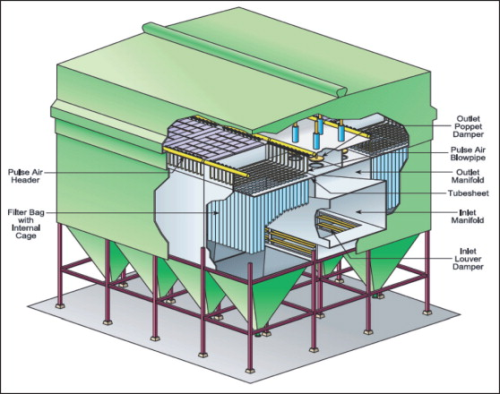
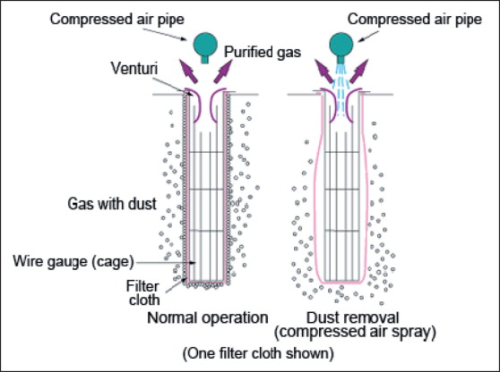
Industrial surface filtration systems embedded with pulse jet cleaning have become a preferred choice throughout the world, providing sound technical and commercially attractive solutions in controlling industrial pollution. More specifically, this system known as pulse-jet filtration is used in many industries such as power generation, incineration, chemical, steel, cement, food, pharmaceutical, metal working, aggregates, and carbon black, for example. Pulse-jet fabric filtration (PJFF) can meet the stringent particulate emission limits regardless of variations in the operating conditions. The PJFF cleaning device is less expensive than other types of mechanism and requires considerable less space. Other merits of PJFF include high collection efficiency, on-line cleaning and collection outside, which allows the bag (filter media) to be maintained in a clean and safe environment. Filtering the solid particles dispersed in a process carrier gas leads to surface deposition and clogging of the porous filter media and is accompanied by an increase in pressure drop of the process. Therefore, the filter bags must be periodically regenerated, by a pulse-jet cleaning system. During cleaning, high-pressure, short-duration gas injections in the reverse direction blow the dust layer off the bag surface, which is collected in the dust hopper located at the bottom of the filter housing. As soon as the dust layer is removed, the pressure drop (ΔP) is reduced and filtration continues for another cycle. During cleaning, the force developed is insufficient for the complete removal of dust, in particular particles trapped inside the structure. Due to this, there will be a small but imperceptible change in pressure drop even under steady state conditions and the pattern will proceed until the critical limit of pressure drop is reached, when replacement of the bag becomes necessary. There are various pressure differential indices (ΔP) which characterise the performance of filter fabric. Peak pressure drop is often referred to as total pressure drop; whereas residual pressure drop is defined as the pressure drop across the filter just after cleaning. Cake pressure drop is the difference between the peak and residual pressure drops. Changes in the physical properties of the filter media are largely governed by dust deposition on the media. Differential pressure drop across the filter media therefore indicates running performance and lifetime of the filter bag. There are other implications of pressure drop as higher pressure drop during filtration indicates higher operational costs. The energy used by the fan accounts for 60-80% of the baghouse operational costs and, therefore, a stable and low differential pressure makes it worth investing in a highly developed filter unit. However, cleaning should not damage the bag filter while allowing filtration processes to operate at a steady and lowest possible pressure drop. Further, it is also necessary to conserve the dust layer up to a certain extent to ensure good filtration efficiency and, in certain cases, this helps in absorbing gas on a dust cake of specific properties. In addition, the energy used in compressed air consumption (due to pulse cleaning) is comparatively small (10-15%) in relation to the total operating cost. Numerous experimental studies on pulse jet cleaning of fabric filters have been conducted and demonstrated that the most critical factor for cake separation is cleaning pressure. In pulse jet cleaning, a combination of injection pulse pressure (initial tank pressure) with valve opening time (total air volume released) and pulse cleaning cycle time are critical for the satisfactory operation of continuously rated fabric dust filters. However, performance of an inappropriate filter element cannot be improved by increasing pulse intensity as it will lead to mechanical damage of the filter bag, resulting in shorter bag life. Recent studies show that of these pulse cleaning factors, pulse pressure is the most critical factor governing emissions and all pressure parameters across the media. Although pulse pressure reduces the pressure differential across the fabric media, it also increases the level of emissions. So, the selection of pulse jet system operating parameters is influenced by the required efficiency, characteristics of particulate matter, capital investment, availability of space, power, local legislative emission requirements, operating and maintenance charges, construction complexity, and estimated service life of the media. An experimental study based on the influences of media dust loading on the peak, residual and cake pressure in pulse jet fabric filters, can enhance the knowledge of filtration professionals about the selection of pulse pressure for media regeneration along with the fan, for savings in power consumption.
Experimental findings
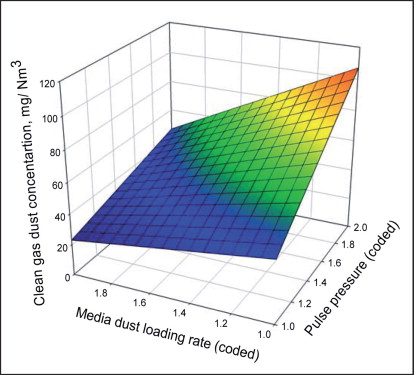
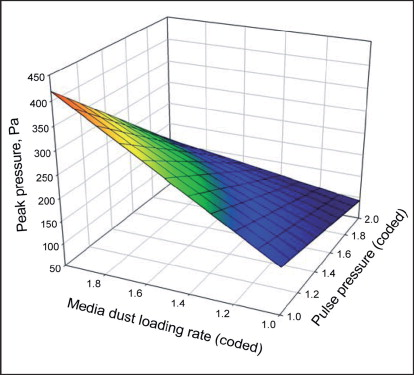
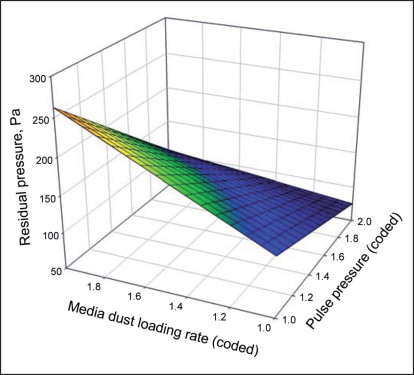
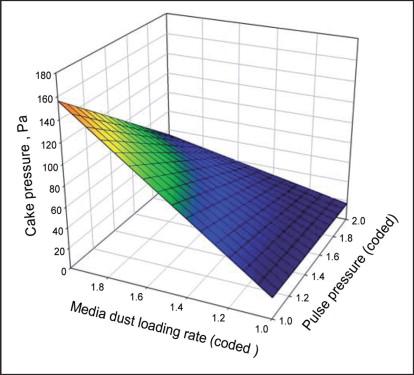
A nonwoven needle felt sample was prepared using 100% polyester fibre of 1.4 denier. The final fabric weight (GSM) was 385 g/m2. All the bags were prepared using this nonwoven fabric and they were of fixed dimension (height 1.0 m and bag diameter 0.13 m). The surface area of each single bag was 0.46 m2. All runs were continued for four hours, with the filtration process comprising two media dust loading rates of 80 g/min (48.7 g/m3) and 140 g/min (85.1 g/m3). During filtration, the filter media were fed with 19.2 kg and 33.6 kg of cement dust over four hours of the total run, which corresponds to the two different media dust loadings. During filtration, continuous data acquisition of the pressure drop (?P) in 0.5 second intervals was carried out by ABB pressure transducer and ?P data recorded for all filter bags. Cleaning peak pressure and residual pressure were obtained directly from recorded data but cake pressure was calculated from the peak and residual pressures. Cake pressure is the difference between peak pressure and the respective residual pressure data. After a three hour filtration-process, outlet dust emissions were measured based on 1 hour collection of particulate matter by a stack sampler. This provides an assessment of the amount of emitted particles per unit volume and accordingly the clean gas dust concentration at the system outlet was calculated. It was observed that clean gas dust concentration increases with an increase in cleaning pulse pressure; but it decreases at a higher level of media dust loading (Figure 3). Whereas all differential pressure parameters across the media (i.e., peak, residual and cake pressure drop) show a trend that is opposite to that of the change in the factors mentioned (Figure 4-6). The role of the cleaning pulse pressure is quite understandable and it is expected that a higher dust loading rate will also lead to thicker dust layering in-between pulse cleaning (i.e. media regeneration time). A thicker dust layer on the filter media eventually reduces the clean gas dust concentration; however, it also leads to an undesirable increase in pressure differential across the media. It can be observed that the role of pulse pressure and media dust loading rate are influencing factors on the downstream emission and pressure differential across the filter media. It is also observed from the figures that the media dust loading rate is a higher influence on peak pressure but lower on residual pressure drop than the pulse pressure parameter. The same trend is also found for cake pressure drop and again the media dust loading rate is found to be more significant. Interestingly, a prominent interaction effect is present among the pulse pressure and media dust loading rate. Due to the interaction effect, clean gas dust concentration will be less affected by pulse pressure at a higher dust loading rate (Figure 3). On the other hand a large decrease in all pressure parameters (peak, residual and cake pressure) is possible with the change in pulse pressure at higher dust loading rate (Figure 4-6). It implies that the higher pulse pressure is better in the case of a higher level of dust loading for a restricted pressure drop provided emissions are under control.
Conclusions
The study showed that an increase in media dust loading rate is more of an influence on peak pressure, but is less on residual pressure drop in comparison with cleaning pulse pressure operating parameters. Due to a significant interaction effect among pulse pressure and media dust loading rate, the clean gas dust concentration will be less affected by pulse pressure at a higher dust loading rate. On the other hand, a large decrease in all pressure parameters (peak, residual and cake pressure) is possible with the change in pulse pressure at a higher level of media dust loading. Therefore, higher pulse pressure is better in the case of higher media dust loading for a restricted pressure drop provided emissions are within statutory norms.





