A study has been conducted to examine the effect of needling intensity and knitted reinforcement fabric on some mechanical properties of needle-punched nonwoven filters. The needle-punched nonwoven filters with different needling intensities were manufactured with knitted reinforcement fabrics. Recycled polyester fibres were chosen as raw materials; and the reinforcement fabrics were knitted in three different tightness using acrylic fibres. The variation of physical properties of filter fabrics such as bursting strength, thickness, weight, and air permeability were analysed with respect to the needling intensities as well as reinforcement materials. The results showed that the burst strength of the filters increased with the increasing of the needling intensity until a critical level regardless of reinforcement fabric types. Moreover, it is observed that air permeability of filters decreases as the tightness of the knitted reinforcement fabric increases.
Introduction
In the air filtering process fibrous filters or textiles are generally used for solid/gas separation when dust amounts increase in the air. Furthermore, filters have a relatively low pressure drop with respect to other types of dust separators. In addition to assist in the refining of products used in daily lives, textile filter media are also engaged in the purification of wastes in order to contribute to a cleaner environment [1]. The increasing usage of textile filters in air filtration has attracted many researchers to analyse the properties of filters. Mohammadi and Banks-Lee [2] have analysed the experimental and theoretical air permeability of multi-layered, needle punched nonwoven samples produced from ceramic and glass fibres with different layer structures. In their experiment, a modified Kozeny equation was used for the theoretical air permeability, and the Frazier air permeability tester was used for the experimental measurements. They found that the experimental permeability of samples was higher than the theoretical permeability. Furthermore, Calle et al. [3] have examined experimentally the collection and cleaning cycles of the filter media used in industrial air cleaning. According to their explanation, the examination of the simultaneous pressure drop and filtration efficiency variations established that the efficiency of filters increases sharply during the collection phase only to fall back during cleaning applications. The amplitude of the reduction of efficiency was attained as the cycle progressed and in contrast, the residual pressure drop rises. Their study indicated that the treatment of the surface with thermobonding or covering the surface with a fine layer of submicronic fibres promotes detachment of the dust cake and prevents particle penetration inside the initial porous media.
Anandjivala and Boguslavsky [4] conducted experimental research on the production and measurement of the air permeability, mechanical features, and pore size distribution and filtration efficiency of different nonwoven fabrics produced by systematically changing the machine parameters to influence the physical properties of the fabrics. They preferred to use only flax fibre waste in order to explore a cheap source of raw materials. They examined the physical properties of multi-layered fabrics and evaluated the filtration parameters such as filtration efficiency, dust holding capacity, pressure drop and effect of calendering. Their results indicated an overall improvement in all filtration characteristics due to the calendering operation. Ji et al. [5] researched the filtration behaviour of an original two-layered nonwoven geotextile. They produced an original two-layered nonwoven geotextile with respect to the specification value for the function of filtration and drainage and conducted the tests on five different geotextiles. Their experimental results indicate that with the increase of needle-punching density pore size initially reduces and then increases, whereas clogging potentially first increases and then decreases. They stated that the geotextile can have optimal filtration properties at the needle punching density of 470 p/cm2.
Yang et al. [6] investigated the particle filtration with an electret of nonwoven polypropylene fabric discharging corona on melt blown nonwoven polypropylene. They charged the specimens, under a high electric field for two to ten minutes because the endurance of an electret filter is related to its electrostatic decay time, using a needle electrode to conduct the experiment with various discharging times. Then the specimens were put on an air conditioner to evaluate their filtration efficiency. They observed from the measurements that nonwoven polypropylene electrets charged for ten minutes were more efficient filters than those charged for two minutes. Awni Y. Al-Otoom [7] presented a new statistical model to estimate the collection efficiency, cake thickness, cake porosity and pressure drop across filter cakes during the particulate filtration of gases. His model was based on the generation of a random distribution of particle sizes and particle falling locations. The model estimated the cake collection efficiency, which was found to be strongly dependent on the ratio of mean particle size to the mean pore size of the filter media. He stated that the average cake porosity decreases with increasing cake thickness and the pressure drop increases when the mean particle diameter decreases.
Dogan [8] has also investigated the performance of needle-punched nonwoven filters used in dry air filtration. It was observed that the increase of needling intensity up to a critical level and usage of reinforcement materials increased tear, breaking and bursting strength of the filters. Raynor and Chae [9] measured the efficiency and pressure drop of filters made from synthetic fibres carrying electrostatic charges and filters made from uncharged glass fibres repeatedly for more than 19 weeks in operating HVAC (heating, ventilating and air-conditioning) systems. Their results showed efficiency reductions as large as 40% for the filters made from charged fibres whereas the efficiency of filters made from uncharged fibres changed little. Moreover, they stated that the efficiency of both the glass and synthetic fibre filters increased when the filters experienced accelerated dust loading according to the ASHRAE standard.
In this study, a variety of filter fabrics were produced with and without knitted reinforcement fabrics with different needling intensities. Then, the randomly chosen filter samples were tested. Some of the physical features of manufactured filter fabrics, such as bursting strength, thickness, mass per unit area, and air permeability were examined and analysed.
Materials and methods
Materials
In this research, needle-punched nonwoven filters were manufactured by using three different knitted fabrics as a reinforcement media in order to increase the durability of filters. The effect of needling intensity and tightness of the reinforcement fabrics to filters were investigated with different samples. The linear density and length of recycled polyester staple fibres were in the form of 3.3 dtex linear density and 64 mm length, respectively. Knitted fabric layered as a reinforcement material was in the form of a weft knit1×1 rib structure. To produce the knitted fabric 2×25 tex acrylic yarn was used on an 18 gauge circular knitting machine. Tightness level or density, mass per unit area of fabric, and yarn spent in one course are shown in Table 1. Since the knitting machine gauge was constant, there is not any variation in the wale density of the fabric as seen in Table 1. Three different reinforcement fabrics were used in the experiment labelled as ‘Type A’ being the densest, ‘Type B’ being the medium density and ‘Type C’ being the least dense fabric.
| Reinforcement material | Density | Areal weight | Yarn spent in one course (m) | |
| Wale/cm | Course/cm | (g/m²) | ||
| 1x1 rib tightness 1 Type A | 7 | 12 | 369.5 | 7.29 |
| 1x1 rib tightness 2 Type B | 7 | 11 | 353.3 | 7.52 |
| 1x1 rib tightness 3 Type C | 7 | 10 | 350.0 | 8.57 |
The needle-punching operation was performed on an Asselin France needle loom at a local factory. The web was passed under a bed of needles 220 cm long and 40 cm wide in machine direction. The needle density on the bed was 1.875 needles/cm2. The bed oscillated 374 cycles/min. The needle was a Groz Beckert 15×18×36×3 1/2 R333 G 1002 model. The fabrics were passed through the needle loom 2, 3, 4 and 5 times in order to evaluate the influences of needling intensity on the characteristics of nonwoven filter fabrics. The punch density defines the number of needle penetrations per unit area of fabric (punches/cm2); and directly affects the physical properties and dimensions of the fabric [10]. Needling intensities according to passages are given in Table 2.
| Filter Type | 2 | 3 | 4 | 5 |
| 1x1 rib tightness 1 Type A | 9.12 | 13.66 | 18.21 | 22.77 |
| 1x1 rib tightness 1 Type B | 9.12 | 13.66 | 18.21 | 22.77 |
| 1x1 rib tighness 1 Type C | 9.12 | 13.66 | 18.21 | 22.77 |
Calendering is a finishing process that modifies the surface characteristics and rectifies the permeability of filter fabrics [11]. Since the cake formation is important in dry air filters, the filter fabrics were passed through the heated rollers at about 200°C in order to disperse the cake uniformly on the filter and release the fabric easily.
Methods
After manufacturing the samples, the performance of filter fabrics were defined by evaluating the structural and physical properties of samples. Mass per unit area of the samples was measured on a Sartorious assay balance that had a 220 gram capacity and 0.1 mg sensitivity. The thickness of fabrics was measured after setting the pressure to 1.96 10−3 N/mm2. Air permeability was measured on TexTest Instruments FX 3300 model air permeability test apparatus. Air pressure was adjusted to 200 Pa according to fabric type 1/m2s. Most of the industrial fabrics require good resistance to multi-directional forces including the industrial type of filters. Bursting strength of filter fabrics was measured by the ball burst mechanism placed on an Instron tensile testing device. Ten samples were tested for each property. Then, all data were analysed with respect to the reinforcement materials and needling intensities.
Results and discussion
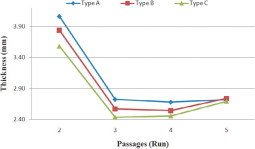
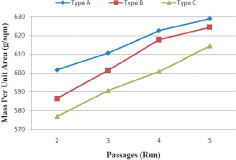
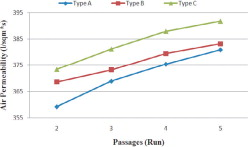
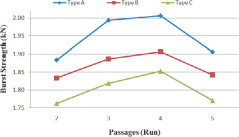
The knitted fabric reinforced filter samples that were manufactured for this experiment were tested. Variation of thickness, mass per unit area, air permeability, and bursting strength according to passages during the needling operation are given in [Figure 1], [Figure 2], [Figure 3] and [Figure 4].
The relationship between the thickness of the filter and the needling intensity is given in Figure 1. As seen from the figure, the thickness of the filter significantly changes after the first passage due to the fact that the high bulk fibre structure compressed easily and fibre entanglement occurred. By the final passage, however, the thickness slightly increases. This occurs due to the knitted reinforcement fabrics. It can be explained by the fibres not yet settling to the fabric structure. As the needling intensity increases, the arrangement of the fibres in the structure becomes stable and the compact fabric structures were obtained in the third and fourth passages. The increase in thickness in the fifth passage can be related to the damaging and splitting of fibres from the structure. The mass per unit area of the filters increases as the needling intensity increases as seen in Figure 2. It would be more logical to expect that the mass per unit area should be constant regardless of the needling intensity due to the fact that any increase in the needling intensity does not affect the amount of the material present on the filters. However, as seen in the figure, the weight per unit area of the filters exhibits different behaviour with reinforced knitted fabrics. It was observed that the dimension of the filter was getting narrow as the needling intensity increases due to the knitted reinforced fabrics. It was observed that the shrinkage amount of the fabric was around 8% depending on the input tension of the fabric. This phenomenon is similar to the raising process during blanket manufacturing.
During the raising operation, the width of the fabric is narrowed as the raising intensity increases [12]. As the dimension of the filter is getting narrowed due to the shrinkage of the filter, the mass per unit area is getting higher as the needling intensity increases. Air permeability of the filters was also measured and plotted in Figure 3. Air permeability of filters is a function of the pore size present on the filters. As the pore size increases, the amount of the air passing through the filters also increases. As seen in Figure 3, the air permeability is lowest on the filter type labelled as ‘Type A’. This filter is composed of a reinforced knitted fabric being the densest. The pore size of the filter is smaller than the others. Therefore, it is logical to have less air permeability for ‘Type A’ filters. Furthermore, it can be observed from the figure that as the needling intensity increases, the air permeability also increases due to the fact that pore sizes are getting larger as the needling intensity increases. The result of the increase on the pore size gives more air permeability to the filters.
Mechanical properties, such as tenacity and bursting strength, of industrial fabrics are an important issue. The bursting strength of filters is also an important physical property for industrial types of applications. The usage of reinforcement fabrics in the filters increases the bursting strength of the filters. Figure 4 illustrates the effects of the filter type and needling intensity on the filters’ bursting strength. As seen in the figure, the bursting strength is highest on filter ‘Type A’ due to the fact that ‘Type A’ has the densest reinforced fabric structure. At all needling intensities, the filter reinforced with ‘Type A’ exhibits the highest bursting strength. The bursting strength of filters increases until a critical point is reached at which the bursting strength begins to decrease due to the fact that at that point, the more needling intensity causes fibre breakage as seen in Figure 4. As the needling intensity increases, some of the fibres are broken due to the mechanical loads inserted by needles which results in a lower bursting strength of the filters. Therefore, the bursting strength of the filters decreases after a certain point at which the needling intensity is higher.
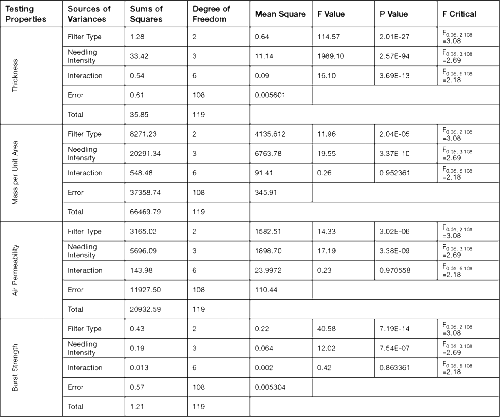
Statistical analysis was performed in order to understand whether the measured properties were significantly different according to the needling intensities and reinforced fabric types used. The analysis of variance tests indicated that all measured properties of filter fabric types were significantly different at the 5% significance test level. Table 3 shows the analysis of variances data for thickness, air permeability, mass per unit area, and bursting strength of the filter fabrics. The ANOVA tests clearly indicate that the needling intensity and filter type have strong effects on the physical properties of the filters. It is possible to observe that the needling intensity and filter type have very strong effects on the physical properties of the filters. Therefore, improved filters can be obtained by using an appropriate reinforcing material with optimum needling intensities. Statistical analysis showed that increasing the needling intensity causes the fibre transmission (migration) that changes the thickness, volumetric density, and some other physical properties of the filters including the mass per unit area.
Conclusions
The main objective of this experiment was twofold. The primary objective was to evaluate the effects of knitted reinforcement fabrics on the physical properties of the filters. The second objective was to investigate the effects of needling intensity on the air permeability and bursting strength of filters.
As seen from the results, the use of knitted reinforcement material can improve the performance of filtration process efficiency because it causes an increase in bursting strength that signifies the life of the filters. An increase in thickness means an effective depth filtration mechanism because of the adequate collision of dust particulates and fibres in dry air filtration. Besides, the knitted reinforcement fabric type influences the air permeability values. Optimum performance could be obtained by changing the needling intensity during the manufacturing of the filter fabrics.
The bursting strength of filters was related to the needling intensity of the process. The best result was obtained for the third or fourth passages. As the needling intensity increases the critical point, the physical properties of the filters decrease as expected. Air permeability is an important factor for filters. Air permeability of the filters with knitted reinforcing material increases at higher needling intensities due to the fact that the pore size is getting larger. By keeping the number of passages lower, this will reduce the fibre damage on the filter and have a lower cost of manufacturing. Fabric structure determines the physical properties of the filters. Air permeability is related to the pore size, fibre length and diameter. Reinforcing material changes the pore sizes of filters. The filtration efficiency increases as the pore size of the filter decreases. Thus, filters without reinforcing material can be used in pre-filter applications or in dry air filtration where middle or low efficiency is preferred. However, filters with knitted reinforcing materials can be preferred in fields where high levels of filtration are required.
Further studies in this field could include the evaluation of dust filtration efficiency and dust holding capacity by equipment injecting synthetic filter test dust. Additionally, knitting machines having different gauge numbers could be used to evaluate the effects of fineness of knitting machine on the mechanical properties of filters.
References
1 A.R. Horrocks and S.C. Anand, Handbook of Technical Textiles, Woodhead Publishing Ltd., Cambridge, England (2000).
2 M. Mohammedi and P. Banks-Lee, Air Permeability of Multilayered Nonwoven Fabrics: Comparison of Experimental and Theoretical Results, Textile Research Journal 72 (7) (2002), pp. 613–617.
3 S. Calle, P. Contal, D. Thomas, D. Bemer and D. Leclerc, Evolutions of Efficiency and Pressure Drop of Filter Media during Clogging and Cleaning Cycles, Powder Technology 128 (2002), pp. 213–217. Article | PDF (271 K) | View Record in Scopus | Cited By in Scopus (4)
4 R.D. Anandjivala and L. Boguslavsky, Development of Needle-punched Nonwoven Fabrics from Flax Fibers for Air Filtration Applications, Textile Research Journal 78 (7) (2008), pp. 614–624.
5 Ji, L., Yu, J., and Liu, L., Filtration Behavior of an Original Two-layered Nonwoven Geotextile, Proceedings of the Fiber Society 2009 Spring Conference, Shanghai, P. R. China, 5–7(2009).
6 Z.Z. Yang, J.H. Lin and I.S. Tsai, Particle Filtration with an Electret of Nonwoven Polyproplene Fabric, Textile Research Journal 72 (12) (2002), pp. 1099–1104. Full Text via CrossRef | View Record in Scopus | Cited By in Scopus (2)
7 Y.A. Awni, Prediction of the Collection Efficiency, the Porosity, and the Pressure Drop Across Filter Cakes in Particulate Air Filtration, Atmospheric Environment 39 (2005), pp. 51–57.
8 Dogan G, A Study on the Performances of Filters Used in Dry Air Filtration. Master of Science Thesis, Afyon Kocatepe University, Usak-Turkey (2006).
9 P.C. Raynor and S.J. Chae, Dust Loading on Electrostatically Charged Filters in a Standard Test and a Real HVAC System, Filtration+Separation 40 (2) (2003), pp. 35–39. Article | PDF (606 K) | View Record in Scopus | Cited By in Scopus (5)
10 S.J. Russell, Handbook of Nonwovens, Woodhead Publishing Ltd., Cambridge, England (2007).
11 K.L. Tung, Y.L. Li, K.T. Lu and W.M. Lu, Effect of Calendering of Filter Cloth on Transient Characteristics of Cake Filtration, Separation and Purification Technology 48 (2006), pp. 1–15. Article | PDF (2002 K) | View Record in Scopus | Cited By in Scopus (4)
12 M.E. Yuksekkaya, A Study of Fly Generation during Raising, J. Textile Inst. 99 (2) (2008), pp. 169–176. View Record in Scopus | Cited By in Scopus (2)


