Pulse-jet fabric filters (PJFFs) are widely used to control particulate matter emissions and to recover valuable materials in many industries, such as solid-fuel-fired power generation, bulk solids processing and plasma-aided manufacturing. For effective filtration, filter media have to be designed and/or selected based on the process gas requirements and application. When designing the filter fabric, it is often difficult to meet two contradictory requirements – achieve the highest level of filtration efficiency and the minimum level of pressure loss. Improving the filtration efficiency of a fabric filter (through structural modification/higher material consolidation) leads to a higher pressure drop for a new state filter. Sometimes for meeting stringent particulate emissions, higher filtration efficiency is chosen at the cost of higher initial pressure drop.
Up to now mainly needle felt fabrics are used for pulse jet fabric filtration systems. Structural modification of the needle felt media is possible through modifying the process of needling and through the use of fibres of different fineness and cross-sectional shape. The fineness of the fibres is considered one of the most important parameters when selecting or designing the filter media. Media made out of finer fibres usually lead to higher filtration efficiency at the cost of a higher pressure differential across the fabric. However, studies relating to the influence of fibre fineness on media performance are limited. Fibres are normally in the range of 1.66-3.33 decitex, although the use of microfibres (less than 1 decitex) is now gaining some prominence. Some manufacturers have adopted layered fabric concepts, with finer fibres on the surface while retaining coarser, less expensive fibres on the back for maintaining lower pressure drop without compromising the filtration efficiency.
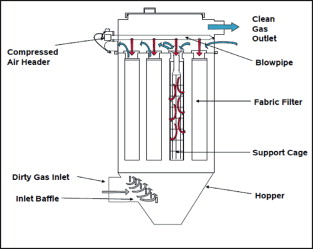
During filtration, there is the positive effect of greater filtration efficiency due to cake filtration, but also the negative effect of increased pressure drop. Because industrial filters encounter a high-dust density (more than 250 g/Nm3), pressure drop increases steadily with time. Therefore, filter bags must be periodically regenerated, usually by pulse-jet cleaning. This operation involves injecting high-pressure back-pulse air (3–7 bar) into the filter bags for a short time (50–150 ms). The back pulse dislodges dust cake from the filter surface and the filtration process continues through this on-line cleaning. A typical set-up of a pulse jet filtration system is shown in Figure 1. During the filtration process, dust settling inside and outside the filter structure results in an increase of maximum, as well as residual pressure drop. Maximum pressure drop is the cumulative effect of residual pressure drop and pressure differential due to dust cake. Both the pressure parameters attain a steady state after the initial transient state.
For a well designed filter bag, the highest pressure drop is reached after a long period of filtration after which the bags must be replaced. The rate of increase of the residual pressure drop during the filtration cycles is very important because it determines the lifetime of the filter bag. A medium is said to be blinded when cleaning fails to remove dust that is adhering to or embedded in it, so that its resistance to flow is unacceptably high. It is important to note that higher pressure drop during filtration also means higher operational costs. The energy used by the downstream exhaust fan accounts for 60-80% of the total operational costs of the baghouse. Therefore, a stable and low range of differential pressure (ΔP) makes it worth investing in a highly developed filter unit. This involves an improved energy efficient system design, judicious selection of filter media, and setting operating parameters at the optimum level. It should be noted that, at the time of increased pressure differential, the fan speed is increased to maintain the same volume of gas flow through the system and consequently energy consumption is increased significantly.
During pulse-jet filtration, the regulation of the pressure drop is mainly accomplished through optimising the compressed air pulse used and the extent of filter media cleaning in each cycle. An increase in pulse cleaning intensity can effectively reduce the differential pressure parameters across the bag. However, cleaning should not structurally distort or damage the filter bag while allowing filtration processes to operate at a steady and the lowest possible pressure drop. Furthermore, it is also necessary to conserve the dust layers on the media up to a certain extent to ensure good filtration efficiency and, in certain cases, help in absorbing gas on the dust cake of specific properties. In addition, the energy used through compressed air consumption (due to pulse cleaning) is relatively small (10-15%) compared to the overall operating costs. Recent studies show that out of several pulse cleaning factors, pulse pressure is the most critical factor governing emissions and all the pressure parameters across the media. Although pulse pressure reduces the pressure differential across the fabric, it also increases the level of emissions. However, for process optimisation it is necessary to align the process with the media characteristics. The pulse pressure at the time of the pulse cleaning operation has been studied in conjugation with media type in order to improve filtration performance – to satisfy separation norms at a lower running cost.
Experimental findings
Two nonwoven needle felt samples were prepared using 100% polyester fibre of 1.4 denier and 2.0 denier. The final fabric weights (GSM) were kept the same at 385 g/m2 for these two denier samples. The experiment was conducted using a pilot plant filtration unit embedded with a pulse-jet filtration system. The filter unit is designed based on simulated conditions in an industrial baghouse. Inside the filtration unit, four bags are placed in two rows (two bags in each row). The experiment was conducted using cement dust, and both emission and pressure differential are measured against time. The present discussion is based on results obtained after 4 hours (considered as steady state). During the experiment, parameters such as volumetric air flow (1.64 m3/min) and dust concentration (85.1 g/m3), pulse duration (100 ms) and cleaning pulse cycle time (54 sec) are kept as fixed factors. Denier and pulse pressure are control factors. The two factor experiment was run based on full factorial design with replication and randomisation.
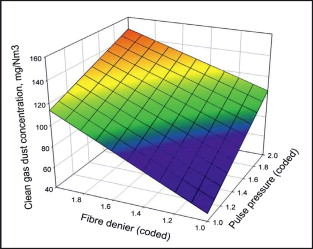
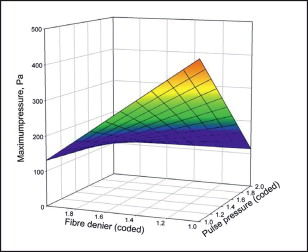
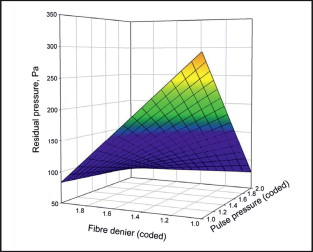
It was observed that downstream clean gas dust concentration increases with the increase in both pulse pressure and media fibre denier (see Figure 2). In general, the pressure parameters (maximum pressure and residual pressure) decrease with an increase in pulse pressure (higher cleaning intensity) and fibre denier in the media (Figure 3 and Figure 4). At steady state, the interaction effect between the fineness of the fibre (denier) and pulse pressure becomes very significant on the pressure parameters. For the lower denier media, as the pulse pressure increases there is a considerable decrease in pressure parameters; whereas changes are insignificant for the coarser denier media. This implies that pulse pressure can be set at a lower level for the media made up of coarser fibre and vice versa. This will result in a lower range of operating pressure drops, which will result in lower energy consumption and longer filter performance. However, the clean gas dust concentration level should be within permissible limits when using either finer or coarser fibre materials in the media. Therefore, both types of media (composed of finer or coarser fibres) can be suitable depending on the filtration need, which also requires proper adjustment of the operating parameters.
Conclusions
The study revealed that pulse pressure parameters in a pulse jet fabric filtration system should be set in accordance with fibre fineness in the media, maintaining a balance between emissions and operational pressure drop across the media. This will be beneficial for lower energy consumption and longer filter media performance while maintaining emission norms. Either finer or coarser fibre media can be used depending on the filtration requirements, which also requires suitable adjustment of the operating parameters.



