


Unlike aircraft jet engines, which have the luxury of ingesting the relatively clean air of the lower stratosphere, gas turbines are located at ground level, amongst dirt, pollutants and other airborne impurities. Turbine air intake systems face a constant barrage of dusts, fibres, liquids, combustion by-products, salts and hydrocarbons, all of varying sizes and shapes, and all potentially harmful to the engine or its performance. While traditional intake filtration defends against the majority of such particulate, some contaminant still evades capture and succeeds in damaging the engine – perhaps understandable given that a large gas turbine can consume around two million cubic metres of air every hour. The need to protect the delicate inner workings of an expensive gas turbine from such particulate is crucial. As too is the importance of intake filtration to the overall engine performance, especially given this voracious appetite for air. Configuring a system to meet the exact requirements of an individual gas turbine is a scientific process, requiring detailed analysis of the location of the turbine and its prevailing environmental conditions. Recent times have borne witness to two key developments in air inlet filtration, at opposite ends of the intake system.
| Erosion is caused by particles greater than 5μm in diameter which affect both the edge and thickness of the blades. |
| Corrosion is caused by chemical reactions in the compressor (wet) or the turbine (hot) where it can cause dangerous structural damage and scaling of metal alloys. |
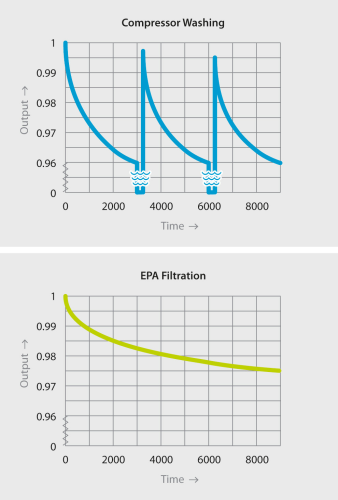
| Fouling is a thin layer of soot and dirt deposited on the axial compressor blades, which inhibits its compression rate and causes a gradual decline in the shaft power output. |
Water filtration – removing a stage
For a number of years, the configuration of intake filtration systems has remained largely unchanged. In locations with high levels of atmospheric moisture (such as Northern Europe, equatorial or coastal sites), a coalescer protects against water and is typically followed by coarse and fine dust filter stages. This coalescer stage usually consists of a bank of G3 or G4 glass fibre pads treated with a water resistant coating. Such elements retain moisture well, but can quickly become clogged at higher air flows and as they become dirty, choking the air flow and raising differential pressure. Now, thanks to developments in media technology, a handful of products are available that offer an alternative approach by combining the water coalescer and pre-filter stages into one-unit. These products typically replace the incumbent pre-filtration units, enabling the elimination of a filter stage without retrofitting –a real boon for turbine performance from minimal investment.
| Stage 1 | Pre-filter | Final stage | Total PD | |
| Initial configuration | Coalescer G3 | Bag filter G4 | Compact F9 | 275 Pa |
| Replacement | [None] | Macrogen GT Duo M5 | Compact F9 | 162 Pa |
| Delta P reduction | 113 Pa |
Vokes Air’s Macrogen GT Duo™ was one of the first products of this type to be introduced to the market and achieves its dual-role through a number of features. Firstly, and most crucially, a hydrophobic media completely removes water from the air stream whilst simultaneously providing particle filtration to G4 or M5 (according to EN 779:2012). Fine water droplets are first captured and then coalesced to the bottom of the filter pack, where the base of the frame itself serves as a drainage system. A simple but effective design, the front of the filter frame features a lip lower than the rear, ensuring that the collected water drains away from the air flow and the downstream turbine. Performance levels witnessed in both the laboratory and ‘real-life’ settings reveal that, in spite of this dual functionality, combining the coalescer and pre-filter stages offers more than just a compromise solution. In testing, Macrogen GT Duo™ repelled 30 litres of water over a one hour period with zero water breakthrough and is suitable for use in environments with atmospheric dust concentrations of up to 250 μg/m³. What’s more, with a surface of up to 4.1 m², the filter area is the same as a six-pocket bag filter with a 600 mm depth. This combination of water repellency, particle filtration efficiency and long service life demonstrates both the soundness of these units as stand-alone solutions and the redundancy of a dedicated coalescer stage. But what are the efficiencies to be achieved by switching to combined coalescer/pre-filters? The overall pressure drop of an air intake system is a cumulative total of its constituent stages. So removing a superfluous coalescer stage provides an instant reduction in the overall pressure drop of the system – to a degree far higher than could be achieved by optimising the existing stages individually. It is broadly agreed within the power generation industry that a 50 Pa reduction in the air intake pressure drop improves turbine efficiency by 0.1%. The efficiency gains recorded from removing a dedicated coalescer stage are typically well in excess of this – impressive given the limited capital investment required.
| EPA (Efficiency Particulate Air) is the new name given to the category of air filters formerly comprising H10, H11 and H12. The H prefix has been replaced with an E, but the filtration efficiency remains the same – from >85% at 0.3 μm for the E10 through to >99.5% for the E12. |
In addition, with a third of the intake elements removed, the costs (both financial and ecological) associated with operating an air filter throughout its service life – purchasing, storage, changing and disposal – are all reduced too. Finally, removing a filter stage provides room – both in terms of physical space and in differential pressure – for the next development in intake filtration.
EPA filtration – adding a stage
The traditional F8 or F9 final filter stage has been long regarded as the optimum choice to balance pressure drop and filtration efficiency. An F8 filter provides an average efficiency of between 90–95% @ 0.4 μm, which while good, cannot prevent smaller particles reaching the compressor blades causing fouling and a subsequent fall in turbine output (see EPA/HEPA filtration). Although offline engine washes restore compressor performance, they bring with them costly servicing and even costlier downtime, along with gallons of dirty washing agent to dispose of. To negate this, some forward-thinking operators have employed a further stage encompassing EPA filtration to ensure that only the cleanest air is entering their systems. For a 250 MW turbine operating in an environment with dust concentrations of 50 μg/m³, an intake with G4 pre-filtration and an F8 final stage will allow 13.1 kg of dust through to the engine per year. Adding a further stage of E11 filters reduces this level to just 26.8 grams/p.a. – a reduction of nearly 98%. This huge decrease in contaminant entering the turbine eliminates the need to conduct both on- and off-line washes, eradicating downtime in the process. However, there is an obvious drawback. Adding a further stage has a significantly adverse effect on the differential pressure of the system – particularly when that additional stage has a high filtration efficiency. In the example in Table 1, the initial installation of an F8 final stage has an overall pressure drop of 145 Pa. Adding the E11 stage increases this to 360 Pa. Returning to the previous assertion that a 50 Pa reduction in pressure drop improves turbine efficiency by 0.1%, it follows that adding the E11 has lowered efficiency by over 0.4%. Furthermore, adding an E11 stage to the filter shopping list will have a significant impact on the overall cost. Not to mention the need for retrofitting the intake system to accept them in the first place. So, the task for turbine operators and their filtration suppliers is to calculate whether the savings made by switching to final stage EPA filtration is worth the price of increased pressure drop and subsequent reduction in turbine efficiency. Most analysis emphatically points to ‘yes’. Eliminating fouling has been credited with improving overall efficiency by 1.2% on a 37 MW turbine. In our example, the turbine would improve efficiency by 0.8%. This may appear a relatively modest gain for the invested effort and capital, but if every one of the 2,500 GW electricity-base turbines across the World improved efficiency by this amount, it would lead to a reduction of around 300 million tonnes in CO2 emissions and 100 million tonnes of fossil fuels per year. With no engine washes to conduct, there is no cleaning fluid to purchase or dispose of either – a noteworthy bonus due to its hazardous waste classification and the associated complications that this brings. Moreover, with downtime eradicated, concerns surrounding turbine availability for high-profit periods are also removed, with the engine ready and available to exploit these opportunities to their fullest.
The wider picture
Certainly, either removing a filtration stage through the adoption of combined coalescer/pre-filters or adding a high efficiency EPA phase can reap rewards for gas turbine operators. But these are very much complementary actions – the saving in pressure drop from eliminating a stage can offset the increase arising from adding an ultra-clean final phase. Accordingly, these developments are part of a wider picture. From arid deserts battered with sand storms to coastal sites lashed with sea spray, each gas turbine power plant faces challenges that are individual to their circumstances. To meet these requirements, an intake designer has a number of options for configuring an inlet system to ensure that the turbine is sufficiently protected while affording the best possible performance. EPA filters and coalescer/pre-filters are now key tools at their disposal.



