

If the answer to the question posed in an earlier article Water treatment in oil and gas production - does it matter? [1] is in the affirmative, then not only does the water need to be treated but, where produced waters are concerned, the final water quality must meet ever-tightening standards for discharge to the environment or agreed specifications if the water is to be re-injected sub-surface. The focus of this article will be on developments in technologies for the treatment of produced waters prior to discharge to the offshore environment, subsequent articles will deal with: • Treating produced waters for discharge to land; • Discharge to near shore areas; and • Injection, or re-injection, into sub-surface rock formations. The second article in the series will also provide a high level overview of treatment options for the infamous frac waters returned to the surface with gas as a by-product of the recent expansion in developments of gas associated with shale. The article will also address some of the issues associated with treating to a suitable standard waters derived from the production of coal bed methane. As discussed in Water treatment in oil and gas production - does it matter? [1], the final standards to which waters have to be treated are very often set regionally. The two main standards currently in use for the discharge of these waters from offshore oil and gas installations are set by: • OSPAR (Convention for the Protection of • the Marine Environment of the North-East Atlantic); and • EPA (USA Environment Protection Agency). Table 1 shows how these standards relate to residual dispersed hydrocarbon concentrations. An earlier OSPAR decision (2000/2 on a Harmonised Mandatory Control System for the Use and Reduction of the Discharge of Offshore Chemicals) governs the use of chemicals offshore based on their toxicity and in the UK an assessment based on the PEC/PNEC ratio at 500m from the discharge point. More recently OSPAR has introduced a holistic approach based on the toxicity of the whole effluent [2]. With the basic discharge requirements of the two major regulatory authorities known, the treatment system design can be set in motion. The first stage of any process is the separation of bulk fluids (and often solids) from the production stream. Until very recently it was considered that a separator design could be arrived at using Computational Fluid Dynamics (CFD) technology which would meet the requirements of separating gas/liquid hydrocarbon/water and solids. However, at a recent meeting of the SPE ATCE (Society of Petroleum Engineers Annual Technical Conference and Exhibition) in San Antonio a panel session of industry experts admitted that the physics of separation were not fully understood and that some of the basic design equations currently in use were, at best, an educated guess [3]. The meeting concluded that there may not be a need for perfectly designed separators given the fact that ‘imperfect’ units are currently satisfactorily processing millions of barrels of oil every day. However, the jury is still out on how best to take these recent reviews on board in the design of any new production separator. Water treatment in oil and gas production - does it matter? [1] described typical produced water treatment processes in use in the North Sea and other offshore areas where space/weight restrictions apply. A recent paper by Walsh and Georgie [4] details differences between current practices for treating produced waters in the North Sea and deepwater Gulf of Mexico, with the former making more use of water flooding. Some interesting developments not discussed in depth in the article [1] include; • Development of in-line liquid/liquid hydrocyclones; • Additional detail on methods to produce microbubbles in gas flotation processes; and • A theoretical review on optimisation of gas flotation processes backed up by in-situ field trials. These are now discussed in more detail together with their potential impact on treatment process selection.
In-line hydrocyclones
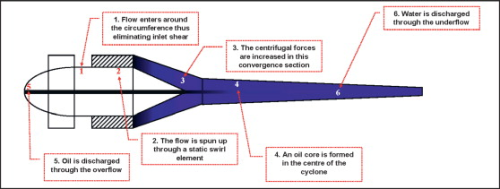
These units were developed by CDS (now part of FMC Corporation). The initial thought behind the development of the in-line liquid/liquid cyclones was to provide a compact system for separating gas/oil/water (see Figure 1). The company already had technology for the compact in-line separation of gas and liquids and wanted to use this as the first stage of a separation train. To this end they developed an in-line bulk deoiler and followed this with an in-line oil/water hydrocyclone. The advantages claimed for the system are: • Compact design; • Wide operating envelope; • High efficiency for the water as well as the oil outlet; • High efficiency even with heavy oil; • Flexible design; and • Low pressure drop. One potential disadvantage to the system would appear to be the initial separation of gas and water, which allied to the low system pressure drop, means that little solution gas will be produced to act as a flotation aid in the final stage of degassing of the water - if in fact such a stage is required. This could impact on the overall performance of the system.
Optimising gas bubble size in flotation units
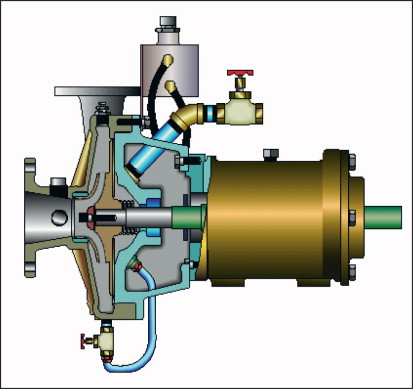
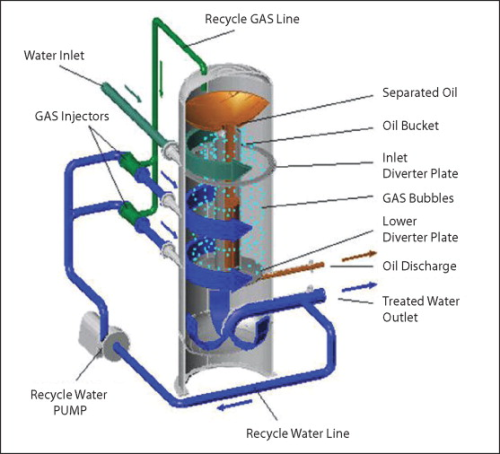
Water treatment in oil and gas production - does it matter? [1] indicated that the removal of oil from water can be effected by introducing gas as a flotation aid for the dispersed hydrocarbon droplets. From a review of Stokes Law it would appear that smaller gas bubbles, having a lower rise rate and larger overall surface area, would improve oil droplet collision/capture and hence improve oil removal efficiency. Conventional industrial dissolved gas flotation systems use an external reactor to dissolve the gas (usually air) into a recycled stream of water [5] prior to dropping its pressure thus allowing the gas to be released from solution. Several differing technologies have been developed in the oil and gas industry to achieve the release or generation of small gas bubbles into the produced water. The majority of these use special pumps to either recycle blanket gas from the separation/flotation vessel or introduce a separate low pressure feed of fuel gas into a stream of recycled water. One system uses a custom-designed pump to dissolve the gas into the recycled water stream (Figure 2a and 2b), others use the pump to shear the gas into much smaller bubbles and entrain these in the stream of recycled liquid (Figure 3), while yet other systems use a dedicated reactor to generate very small mechanically generated bubbles in suspension in the water. These latter systems are not limited by the amount of gas which can actually be dissolved in the water. Where water (and therefore blanket gas) temperatures are low (for example, in the Gulf of Mexico, USA) then the amount of gas which dissolves in the water stream is significantly higher than where water temperatures are higher (for example, in the North Sea). The limiting temperature for the use of recycled blanket gas appears to be ~60ºC. Above this a separate feed of lower temperature fuel gas is most often used. This will have a direct effect on the efficiency of the systems which dissolve/disperse gas into the water. Typically these units produce gas bubbles as small as 30 microns. Other systems use a striker plate in the recycled water/gas line to reduce overall bubble size or use nozzles/eductors in the unit’s inlet water line to produce small gas bubbles in the water entering the flotation unit. The first of these systems (striker plate) requires a separate gas line feeding fuel gas to the system, this gas eventually passing to flare. Thus rather than using, and recycling, blanket gas obtained by the depressurisation of the water, this unit requires a finite gas flow to ensure its functionality, which is not recovered. The second unit (see Figure 4) uses eductors to draw off the blanket gas and disperse it into the inlet water line. The size of gas bubble generated by these systems is typically of the order of 50-100 microns. All of these technologies benefit from using the optimum regime of water treatment chemicals.
Review of gas flotation technology
From the preceding section it would appear that smaller gas bubbles provide the optimum performance in flotation systems. A recent paper [6] reviews the processes which together are classed as ‘gas flotation’ and their initial conclusions (based on a theoretical study) are that: • When comparing bubbles of 700 and 30 microns diameter respectively the capture efficiency of the smaller bubbles is better by a factor of 100 (1 in 10,000 for the 700 micron bubbles and 1 in 100 for the 30 micron bubbles); • When chemicals are used (and optimised) the factor decreases to 10 (1 in 100 for the large and 1 in 10 for the small bubbles); • Turbulence improves capture efficiency; • Collision frequency is an overriding factor in oil droplet capture and increases as gas flow rate increases and it increases as bubble size decreases; and • Capture efficiency increases as bubble size decreases. This is less pronounced when chemicals are used. The study then goes on to discuss the geometry of the units and ties this into defining a Flux Factor. This relates the height of the contact cell, bubble diameter, gas and water flowrates. This not surprisingly shows that the larger the flux rate the better the separation efficiency of the unit. In conclusion the study found that a horizontal, multi-stage induced gas flotation unit gives the highest Flux Factor, the large gas volume and multiple stages overcoming the detrimental effect of the large gas bubbles.
Discussion
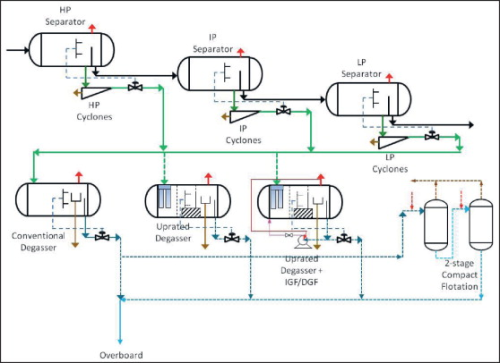
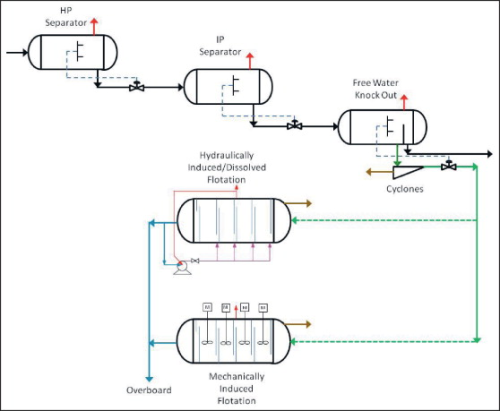
With the requirement to meet, or better, the regulatory standards set out above operators of offshore facilities could use these new developments as part of their overall produced water treatment system to achieve the relevant minimum discharge standards. The actual design of the treatment system is dependent on the nature of the fluids to be treated and [4] provides a discussion on the essential differences between North Sea and Deepwater Gulf of Mexico (GoM) practices. The differences in treatment stem mainly from the differing nature of the production fluids, with the majority on North Sea installations using waterflood to optimise production, leading to high water cuts (percentage of water in the production fluids). As a result fluid temperatures are high. In the deepwater GoM most production is relatively dry and fluid temperatures are lower. Typically the practice in the North Sea is to use three-phase (four if sand is present) production separators, each with its own dedicated hydrocyclone unit. There is often a second (and/or third) stage of separators with each separator having its own hydrocyclone unit. The water line from each hydrocyclone unit typically feeds to a common degasser vessel (often a horizontal unit) and then either overboard or into a tertiary treatment system, which could be an induced gas flotation unit (vertical or horizontal). Recently some operators have upgraded the degasser vessel to operate as a gas flotation system. When combined with an upgrade of the degasser internals there has been no need to include any additional downstream treatment prior to discharging the water overboard (see Figure 5). For the deepwater GoM the process line-up would be typically high followed by intermediate pressure two-phase separators, with the second stage fluids flowing to a Free Water Knock Out (FWKO) vessel for 3-phase separation. The water line from the FWKO vessel feeds to a hydrocyclone unit and then onto a gas flotation system before discharging overboard. Thus the hydrocyclones are operating at low pressure compared to North Sea practices. The water line from the cyclones flows to a flotation unit and then is discharged overboard (see Figure 6).
Conclusions
The new technologies/thinking discussed could find application in the North Sea area by using the in-line cyclones especially where the production fluids are at low pressures or using either the dissolved gas/microbubble technology in a dedicated flotation unit in place of the conventional degasser. If an additional treatment stage is required then the recent data from [5] could be applied to the system design. With the hydrocyclones in deepwater GoM operating at low pressure these would appear to be ideal candidates for the in-line units and as the information used in [6] was believed to be based on data from the GoM, thus the design of the flotation units could follow the conclusions from this study.
References
[1] Water Treatment In Oil And Gas Production - Does It Matter?, D L Robinson, Filtration+Separation, January/February 2010 pp14-18. [2] OSPAR Recommendation 2012/X for a Risk- Based Approach (RBA) to the Management of Produced Water Discharged from Offshore Installations, Ian Stewart, TUV NEL’s 16th Produced Water Club Meeting, Aberdeen, May 2011. [3] Selected Reading For Facilities Engineers; ATCE Reveals PFC Performance Shortfalls, PS Jones, Oil and Gas Facilities, December 2012 pp4-5. [4] Produced Water Treating Systems - Comparison Between North Sea And Deepwater Gulf Of Mexico, SPE 159713, JM Walsh and WJ Georgie, SPE ATCE, San Antonio 8-10 October 2012. [5] Water Quality and Treatment - A Handbook on Drinking Water, American Water Works Association. [6] Gas Flotation Technology, JM Walsh and CC Tyrie, Produced Water Society Seminar, Houston, 2011.
Contact: David Robinson C Eng, MIChemE The author retired as a water treatment specialist with Genesis Oil and Gas Consultants in August 2008. He started his career in the water industry with William Boby in 1970, before moving to the Portals Group in 1972. He has spent the last 25 years as a consultant to the oil and gas industry, with Oil Plus and then with both Altra and Genesis Consultants. During his career he has written and presented many training courses for oil and gas companies worldwide.





