
Fuels, hydraulic and lubricating oil are used in different industries. The functionality of the oil suffers when the fluid is contaminated with particles. Different sources and processes produce this contamination. Even in a closed system, the oil contains impurities due to sludge, abrasives and contamination of the tubes, containers and seals. In an open system, the operating liquid can be contaminated by the same things as well as dirt and dust from outside. To avoid damage in engines with operating liquids, the particle contamination should be monitored to change the oil on time or contamination should be prevented through filtration.
New requirements
The filtration industry is always trying to improve the performance of the filters. In the past, the separation limit of the filters for oil was about 4μm(c). New and advanced filter media for fuel filtration move the value down to smaller sizes. The automotive and other industries request media with better β200 to improve the reliability of injection systems. Therefore filters with a separation limit at sizes well below 4μm(c) have to be analysed.
Multi-pass filter tests, which are standardised by ISO 19438, ISO 4548, ISO 16889 and others, utilised automatic particle counters. For single and multi-pass filter test, PAMAS has developed the system 4132. This system is available with two different sensor types: the HCB-LD sensor is working with light extinction, while the SLS-25/25 detects scattered light. With light extinction sensors, particles are detectable down to sizes of 3μm(c). This technique is widely accepted in the filtration industry because of its reliable operation and performance characteristics.
Particle counting: Operating principle
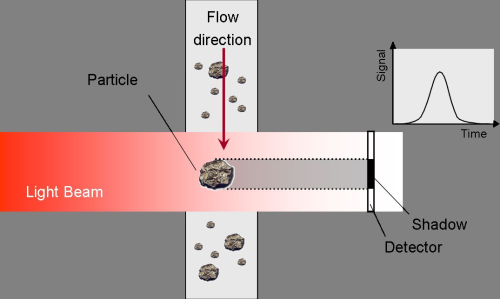
Figure 1 illustrates the operating principle of a light extinction sensor. The liquid that should be analysed flows through a measuring cell. Every particle goes through the volume that is illuminated with light.
Consequently, no statistical approximation has to be done and knowledge about how the particles flow through the measuring cell is not necessary. If a particle is in the cell, the light intensity at the detector decreases depending on the diameter of the particle. The signal at the detector is converted and amplified. So every particle is analysed and the number of particles and the diameter is detected.
Measuring smaller particles
To measure smaller particles the light extinction method cannot be used because of diffraction limitation and limitation of the amplification of the signal at the detector. Hence another principle has to be used. Either the detector has to be more sensitive or another signal coming from the particles in the liquid must be collected. Avalanche photo diodes (APD) are very sensitive to small light signals. But for the detection of small impurities as well as bigger ones the application of APDs are not reasonable.
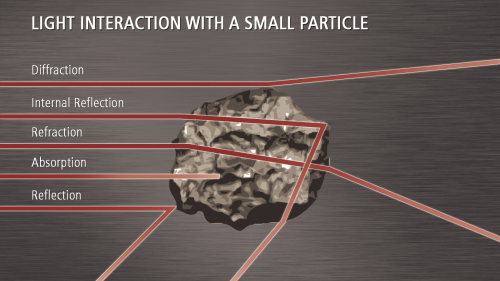
So the second point, another type of signal, is relevant for developing automatic particle counters for particle sizes well below 3μm(c). As shown in Figure 2 there are different interactions of light with particles. Absorption and reflection processes are essential for the light extinction sensor. Refraction and internal reflection occur with specific conditions about the refractive index of the particles and the surrounding liquids. The diffraction process is used for the counting of particles smaller than 3μm(c) – the scattered light of these particles is detected. The theoretical background for this operation mode is provided by the Mie-theory (or Lorenz-Mie-scattering). Gustav Mie and other physicists developed this theory independently at the beginning of the last century. The Mie-theory describes the scattering of plane electromagnetic waves at spherical objects with diameters in the range of the wavelength of the light used. Certainly the wave front of the incident light is not really a plane wave and the illuminated particles are not perfectly spherical. Nevertheless the approval by the Mie-theory is justified because of the definition of the established unit μm(c). According to ISO 11171 and the certificate of the calibration particles of the National Institute of Standards and Technology (Nist Standard Reference Material) the unit μm(c) is defined as the diameter of a circle having the same area as the two dimensional projection of the particle. Theoretical calculations according to the Mie-theory show different directional characteristics of the scattered light depending on the polarisation direction of the incident light. The maximum intensity for particles with a diameter of 0.5μm or bigger is always in the forward direction. So the scattered light from the contamination in the liquid should be detected in the forward direction.
Figure 3 shows three different light extinction sensors for different applications and size ranges on the left and in the middle of the picture. The SLS-25/25 with the blackened collector unit is presented on the right.
Specifications
As the scattered light sensors are used in both controlled environments like a laboratory and harsh environment applications, a rugged design is required. For example, a vibration insensitive light source is used. Furthermore a long lifetime of the whole sensor is required. So all components, like light source, optics and detector, have to fulfil high technical requirements. The rugged design ensures its suitable use in filter tests stands.
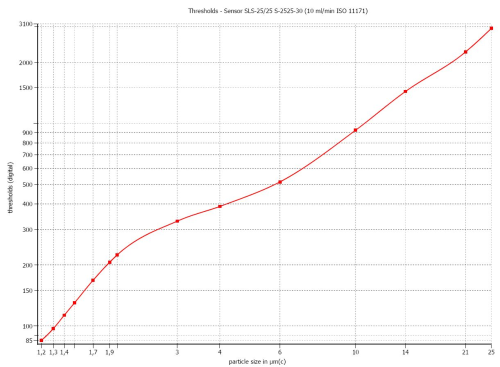
The SLS-25/25 is calibrated with ISO Medium Test Dust (MTD) according to the calibration standard ISO 11171. The sensor provides a particle size range from 1.2μm(c) to 25μm(c). The provided size range is application oriented: if one is interested in measuring very small impurities, particles with a size of 30μm(c) are of less importance. As the ISO 11171 specifies the signal to noise ratio (SNR) as 1.5 the minimal detectable particle size is 1.2μm(c). Until now the primary calibration material SRM 2806 has no values between 1μm(c) and 2μm(c). So the number of particles per ml for diameters d with 1μm(c)
Figure 4 shows a calibration curve of a SLS-25/25. The detectable particle range is 1.2μm(c) to 25μm(c) and the calibration curve is smooth and increases strictly monotonically. The shape of the calibration curve does not change under different temperature conditions. This is essential for applications in filter test stands and other temperature dependent applications. Another important parameter is the flow rate. As described in Figure 4 the flow rate for this calibration curve is 10ml/min. For other flow rates the transport mechanism of the particles in the liquid is different. Thus the flow rate should be maintained at a value constant to which the calibration is valid.
If the particle concentration of a highly contaminated operating liquid has to be measured, the coincidence is an important criterion. The term coincidence means that two or more particles pass simultaneously through the illuminated volume in the measuring cell.
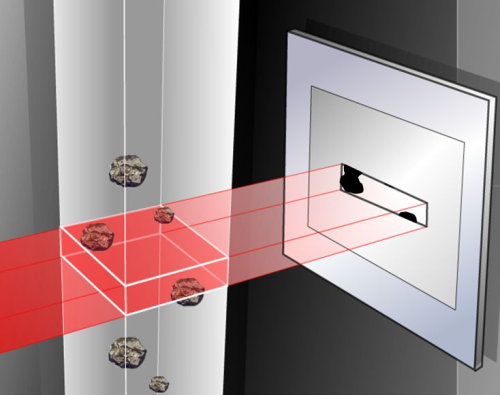
In Figure 5, a schematic of a measuring cell is shown. The particle flow is from top to bottom. If one single particle is in the illuminated volume, a single pulse that can be related directly to the particle size and number is seen at the detector. In Figure 5, the special case of three particles being in the measuring cell is presented. This is called coincidence. The detected pulse is higher or broader, or a double pulse with two or more peaks. The exact pulse shaped under coincidence depends on the special case. In all cases, two or more particles are detected as one particle. Three different cases are possible:
• Two or more particles occur separated and not shadowed from each other. Then one big particle is detected.
• Two (or more) particles pass in such a manner through the illuminated volume that one is in the shadow of another. That means that only the biggest particle is detected at its real size and the others pass undetected through the measuring cell.
• Particles hide partly behind each other. Then these particles appear as one bigger particle.
Thus the size of the illuminated volume is crucial for the coincidence. The bigger the volume, the more particles can be there simultaneously and therefore the smaller the maximum particle concentration is at a given coincidence rate. To have a high maximum particle concentration the SLS-25/25 has an orifice of 250μm×250μm. These two dimensions are mechanically limited. A bigger orifice is not required because if one is interested in counting small particles, the fluid that has to be measured contains almost no big particles or they are of no relevance for the analysis.
To make sure that the particle sensor is appropriate to the application the coincidence rate is specified. For the SLS-25/25 the number of particles at a coincidence rate of 7.8% is 13,000 particles/ml at a nominal flow rate of 10ml/min.
Another point of interest is the minimum particle concentration that can be analysed. All PAMAS sensors offer the highest precision by measuring the whole sample volume that flows through the sensor cell. With this volumetric sensor technology, very clean liquids down to class 0/0/0 according to ISO 4406 can be measured.
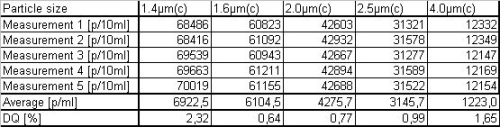
The repeatability of the measurement results with the particle counter is also a very important parameter. Figure 6 shows five measurements of a sample for five different particle sizes. According to ISO 11171 the DQ is calculated as follows:
DQ = 100*(Xmax-Xmin)/Xmean
where:
Xmean = mean particle concentration for the five samples
Xmax = maximum number of counted particles
Xmin = minimum number of counted particles
If Xmean = 5000-10000p/ml, the maximum allowable DQ is 11.3%. For samples with Xmean = 2000-5000p/ml the permitted DQ is 11.9%. For smaller numbers of particles DQ is increasing up to 27.5% (Xmean =100-200p/ml). In all samples in Figure 6 the DQ value is less than the approved maximum. Therefore Xmean is feasible for this particle size.
Applications
The new scattered light sensor with the enhanced particle size range compared to the light extinction sensors has a wide field of applications. Different industries are interested in measuring smaller particles. Hence the sensor has to be applied for various viscosities: hydraulic, lubrication and motor oil, as well as water.
To achieve all requirements of these various applications, the scattered light sensor is integrated in different instruments. For laboratory analysis a stand-alone system with integrated vacuum or pressure facilities for bottle sampling is needed. As all parameters can be changed by the user, laboratory particle counters are a powerful tool for flexible measurements. Portable particle counters in a robust case are used for field measurements. Long-term online analysis as well as batch sampling is possible with the portable instrument. The results can be printed or stored. A pump is used in the portable systems to ensure a constant flow rate. A constant flow rate is important for significant results. The flow rate can be provided by a pressure system, a pump or syringe.
In some applications, two sensors are needed. For example, two sensors are used in multi-pass filter test stands: one upstream and another downstream. For reliable results these two particle counters have to be matched.
Sampling
As already mentioned different instruments with scattered light sensors for small particle analysis are available. If bottle sampling is required, the sampling itself is an important point. If the sample is stored in the bottle, agglomeration and sedimentation can occur. Before the sample can be analysed, it has to be prepared to disperse the particle again into the liquid to restore the sample to its original condition. Different methods are available. According to ISO 11171 for example, the sample is first vigorously shaken by hand. Then the bottle is put into the ultrasonic bath for at least 30 seconds and afterwards it is mechanically shaken for at least one minute. Test measurements show that the sample preparation has a large influence on the analysis results. By doing the sample preparation according to ISO 11171 standards, big and small particles are re-dispersed into the liquid and the results are repeatable.
Comparison to other methods
There are different methods for the detection of small particles. Only the automatic particle counter is able to measure online, fast, and particle size and number of particles simultaneously. In comparison with the automatic particle counter, all other techniques are time consuming and sometimes subjective. Some particle analysing methods like microscopy, gravimetric membranous filtration and spectroscopy do not allow online measurements. For the first two technologies the sample has to be dried. They are also time-consuming particle counting techniques. It takes hours to count every single particle at a membrane, even if an automatic microscope with particle identification software is used. Furthermore due to the drying process small particles can accumulate under or in contact with bigger ones. This is comparable to the above-named coincidence.
With the turbidimeter, the turbidity of a liquid is analysed. This could be done online. In comparison to an automatic particle counter only the collective turbidity, i.e. one parameter, is measured. No information about the number of particle against particle size is displayed.
Conclusion
In order to obtain accurate, reliable and reproducible measurement results, a particle counter with a volumetric measuring cell is recommended. Based on this technique, the PAMAS sensors can detect every particle in the fluid that has to be analysed. The PAMAS sensor SLS-25/25 was developed in order to fulfil the specific requirements of the fuel, oil filter and automotive industries. With the SLS-25/25, the limits for test stands and other applications are moved down to smaller particle sizes below the limits of extinction sensors.





