
Pulp & paper manufacturers are constantly looking to make their operations more efficient. This article looks at black liquor evaporation and chemical removal systems designed by Veolia Water Technologies to optimise the recovery process in the transformation of hardwood cellulose into pulp for textile fibers and fine paper making.
As global pulp producers ramp up new capacity expansions and existing paper mills improve operational efficiencies and environmental performance, the industry is poised to benefit from investing in advanced production equipment and processing technologies that keep stable operations and avoid costly shutdowns. The emergence of new products and markets is driving a global renaissance of the pulp and paper industry. Some of those drivers are in the boom of global e-commerce which demands greater volumes of cardboard and paper packaging products such as industrial bags and corrugated boxes. In emerging markets, the rise in the need for hygiene products is creating a run on everything from toilet paper to paper towels, and from napkins to tissue and nonwoven wipes. In developed markets, the race to reduce costs and boost differentiation placed the focus on niche markets such as specialty graphic paper and byproducts produced through the biorefinery model producing everything from biochemicals to biofuels and other biomaterials for plastics substitution. The forest products sector takes note of this context as pulp producers and integrated paper manufacturers have been racing to improve and expand their pulping operations. The growth of wealth worldwide and the increased awareness of the impacts of consumption and production fuel the need for products that are made sustainably. Diversification Because wood and paper products are made from a renewable resource, the pulp and paper industry is well-positioned to diversify into substituting products derived from fossil fuels and petrochemicals. One such opportunity is in the commercialisation of lignin, a complex organic chemical largely used for burning in energy generation, which is finding value-added uses in coatings, adhesives, insulation, textiles, biomaterials and other bio-composites such as carbon fibers and as filler for reinforcing rubber. Running a tight ship Despite this demand backdrop, the supply chain is mired in finely-tuned operations that have grown considerably more complex over time. For instance, the need to comply with stricter freshwater withdrawals and effluent discharge regulations impose the use of far more restrictive water circuits that minimize both the need for incoming make-up water and the release of liquid waste.
To maintain closed water circuits, the concentrations of non-process elements (NPEs) that accumulate within the facility must be managed to avoid the emergence of two potential issues: • Scale in black-liquor recovery boiler due to increased potassium and calcium salt concentrations. • Corrosion build-up due to increased chloride concentrations.
Black liquor Black liquor, a byproduct separated from the pulp during the pulp washing process, is the result of processing wood chips through the pupling process. Because of its high organic load, black liquor is an energy-rich stream that is burned in recovery boilers to produce combined heat and power. Without concentration, black liquor contains too much water to be a safe and effective fuel. That means that the higher the solids content in the liquor, the higher the operational efficiencies in the recovery boiler.
Evaporation systems, which remove water vapour from the black liquor resulting in the increase of its solids concentration, are located at the intersection of different plant process streams just before the recovery boiler. With the tightening and closing of the process loops, the evaporation plant is becoming the mill’s sump where all the fluids and spills are concentrated. Evaporators are part of a process of crucial importance because of the need for uninterrupted liquid flow to the recovery boiler which produces the energy required by the entire mill. If the evaporation plant does not operate with full reliability, the fiber line and the recovery boiler will shut down and hence the entire process. In many mills, the evaporation system can become the bottleneck of the production process.
What is more, the thermal treatment of black liquor is particularly challenging and requires special considerations in the material selection of the evaporator. The high temperature and high viscosity of this fluid can create a fouling effect that contends against the heat transfer efficiency of the evaporation process. These tough operating conditions in the presence of chlorides and sulfides also develop the potential for stress corrosion cracking. Focus on concentration Multiple-effect evaporators are typically used and consist of several heat transfer units connected in series operated at different pressures to result in steam savings. HPD forced-circulation enhanced high-solids concentrators (EHSC) are Veolia’s non-fouling solutions to raise black liquor's content of dry solids up to 80–85% while producing a high-quality condensate.
Integrated with evaporation plants, these units reduce the concentration of volatile pollutants and methanol which are routed to the recovery boiler for burning. The clean condensate can be reused as process water within the facility leading to water conservation.
Because forced-circulation low energy concentrators have low washing needs and minimal footprint requirements, they can be designed and fabricated in a modular package with pre-assembled recirculation piping and structural steel that minimizes civil works and overall site construction costs.
Balancing act Closed circuit mills maximize the economics of chemical recovery, but also create challenges for handling and treating liquor streams. Non-process elements (NPEs), including chloride and potassium entering the mill through the raw wood and chemical makeup, accumulate in the recovery cycle. Over time, they create the conditions for scaling and plugging in the boiler leading to lower energy production. If left uncontrolled in the precipitator ash, NPEs can become a significant corrosion and boiler fouling problem ultimately result- ing in a reduction in recovery boiler capacity and an increase in operating costs.
Crystallizing Crystallization processes help to minimize the build-up of NPEs and keep them under control. One such highly-selective purification technology is Veolia’s HPD Chloride Removal Process (CRP), featuring a forced-circulation recrystallization unit that reduces the levels of chloride and potassium by often more than 90% in the recovery cycle while minimizing soda chemicals and sulfate losses to less than 9%.
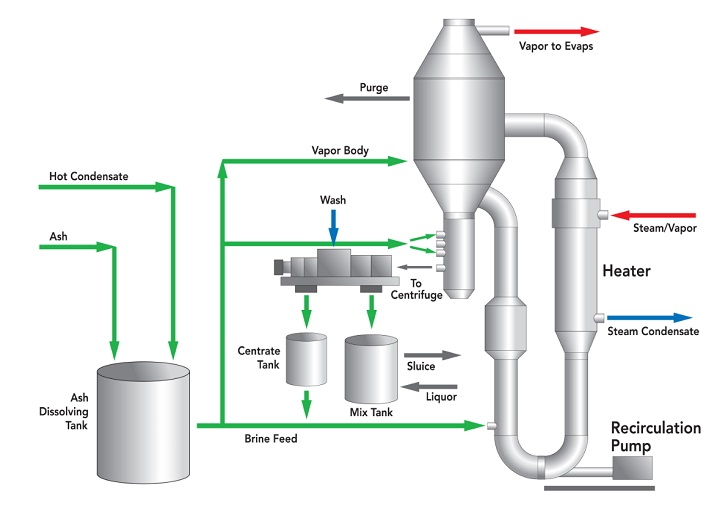
High recovery, low waste Through the dissolution of ash, followed by evaporative crystallization and centrifugation, the salt cake is purified, high purity sodium sulfate is recovered while the liquid waste loaded with chloride and potassium is purged and removed from the liquor cycle.
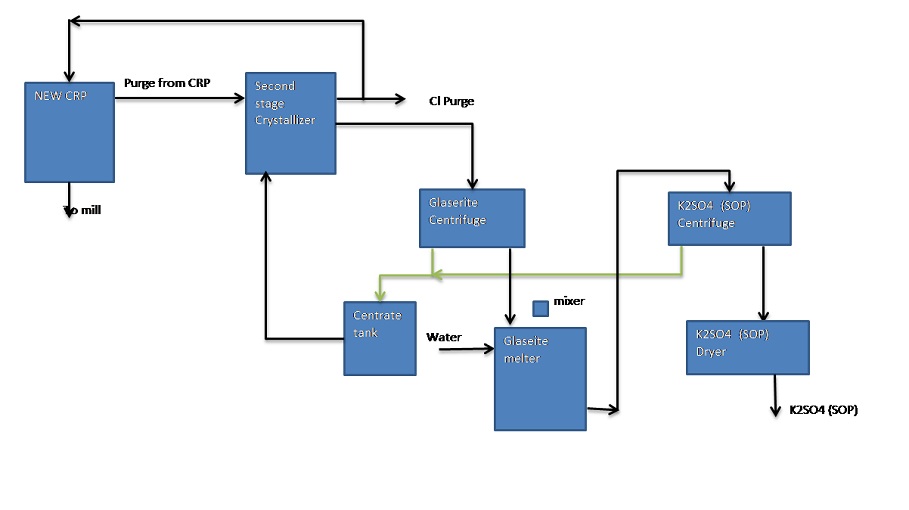
Figure 1 illustrates the steps involved in convetional CRP technology. Modern mills with high potassium inputs and higher temperature recovery boilers achieve even higher removal rates of chloride and potassium thanks to HPD Enhanced Chloride Removal Process (ECRP) which operates with an even lower purge rate when compared to the traditional Chloride Removal Process (CRP) while maintaining a very high recovery of sodium salts. This can be seen in Figure 2.
Promoting circularity With the addition of a second cooling crystallization step, ECRP furthers sodium recovery and provides the possibility of the production of sulfate of potash (SOP), a dual specialty fertilizer containing 50% K2O and 18% S used to feed high-value crops. SOP has the lowest salt index and is virtually free of chloride, which makes it a superior fertilizer that replenishes the nutrients harvested from the forest soil.
This solution which obtains high-purity SOP crystals, not only helps improve the environmental stewardship of the forest products industry but also potentially diversifies its revenue streams into the bio-economy through the commercialisation of renewable by-products repurposed as high-value-added fertilizers.
The recovery of valuable chemicals back into the pulp mill along with the removal and conversion of waste chemicals into high-value potassium sulfate fertilizer are a testament of what advanced crystallization technologies can do to optimize circular resource management and grow the next generation of trees.
Efficiency and savings Thanks to the concentration of black-liquor to high dry solids content through evaporation and removing NPEs through crystallization, the recovery boiler improves combustion stability, operates at higher temperatures and maximise steam generation.
The collection and treatment of gases also has advantages over lower emissions of sulfur compounds and on water conservation because of a high-quality condensate that allows for closing the loop of water recirculation and providing clean process water within the plant.
When maximizing both solids concentration and NPEs removal, smart pulp and paper producers are best positioned to capitalize on fast-growing new markets while making pulping operations safer, cleaner and more efficient. ECRP™, CRP™ and HPD® are registered trademarks.



