
Here we take a look at how fresh water from local watersheds in the mountains arrives at customers' taps in the greater San Jose area of California, USA, highlighting the important role played by Multibore membranes from inge.
The idyllic landscape a little to the south-west of San Jose in California is impressive to behold. Fresh water from local watersheds in the Santa Cruz Mountains gushes through green forests and accumulates in the Los Gatos Creek Basin. This is the home of the Montevina water treatment plant (MWTP) operated by San Jose Water (SJW), just a few minutes’ drive from the center of the town of Los Gatos.
SJW has been supplying fresh drinking water to residents and businesses in the greater San Jose area for the past 150 years. Today it serves over one million people, providing them with clean, pathogen-free water from the creeks in the nearby mountains, wells, and purchased treated water.
The challenge After more than 44 years, the time had come to upgrade the existing plant, which had a capacity of 30 MGD. SJW specified the very highest quality standards in both the planning and implementation stages to ensure that the local population would continue to enjoy a reliable supply of high-quality water at the lowest possible price. SJW had a long tradition of innovation to uphold and an excellent reputation to protect.
The upgraded Montevina plant needed to be able to treat water with high turbidity up to 100 NTU and occasional spikes up to 500 NTU during wet season and after heavy rainfall while meeting all state and federal standards. Other goals included reducing energy consumption in the water treatment process and minimizing the amount of ‘waste’ that must be disposed of at the end of the process. The plant needed to be designed as a near Zero Liquid Discharge once the modernization project was complete.
The design HDR was commissioned by SJW to plan the Montevina upgrade and supervise the execution of the project. After carefully examining the pros and cons, lifecycle costs of a number of technologies, HDR and SJW embarked on an elaborate selection procedure. This ultimately led to a solution with coagulation and sedimentation followed by ultrafiltration (UF).
All the resulting chemical wastewater is neutralized and then treated with reverse osmosis (RO). Filtrate from the RO stage is fed back into the feed of the UF stage. H2O Innovation was selected as a partner for the construction of the new UF membrane plant. Five membrane providers were qualified for the project and three were later shortlisted.
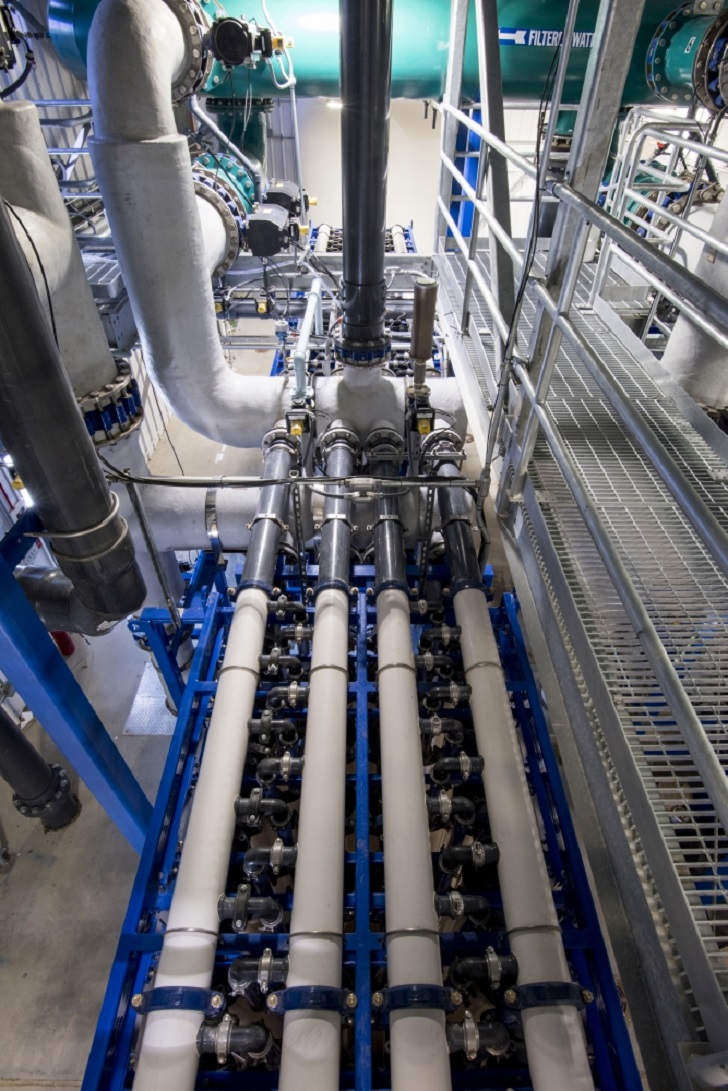
The H2O Innovation/inge team ultimately came out ahead of the two remaining competitors and was selected as the membrane filtration system supplier for Montevina. The robust Multibore membranes made by the UF specialist in Bavaria, Germany, guarantee maximum reliability for crypto and virus retention, extremely low energy requirement and minimal use of chemicals during operation.
Another advantage was the highly compact design of the module racks. Space in the plant is limited, so these proved to be a good option, especially since they also meet the seismic requirements in California Building Standards Code.
Performance A PoP test was conducted for 90 days to confirm the inge membrane ability to operate at the design setpoints of the bid. All aspects of membrane performance were evaluated, such as transmembrane pressure (TMP), flux, filtrate turbidity, membrane integrity, permeability, cleanability, and chemical usage. The PoP results met the approvals of the owner and consulting engineer.
Results The construction and commissioning of the plant was completed in November 2017. The upgraded Montevina WTP was ready for full-scale operation in 31 May 2018 after the official inauguration ceremony that marked the successful construction of this major project. An optimization period involving San Jose Water, HDR, H2O Innovation and inge was initiated in June 2018 to prepare for the Acceptance Test. The acceptance test began late February 2019 which coincided with periods of heavy rains in Northern California and was completed in March of 2019. “From nature to tap” is the motto chosen by SJW to market its new, ultramodern water treatment plant to consumers. inge GmbH is proud to have played a key role in helping the public utility company to upgrade the Montevina WTP.
On the day of the opening ceremony, inge managing director Daniela Calleri cut the blue ribbon together with San Jose Water and representatives from both HDR and the city of San Jose. She also gave a short speech on the role inge GmbH played in the project.
In-to-Out UF technology USPs This reference project in California reinforces inge GmbH’s firm belief that water treatment with In-to-Out ultrafiltration is a reliable, cost-effective and highly promising technology in many areas, especially in the field of drinking water. • Superb membrane integrity thanks to the highly robust Multibore membrane • Small footprint of T-Rack system ensures maximum UF performance in a compact space • Lower energy consumption during operation (50% less than previous system) • Good cleanability with minimal use of chemicals • Excellent choice to meet the goals of nZLD (near Zero Liquid Discharge) concept • A most cost-effective solution
In summary, the BASF-inge solution is the perfect example of a state-of-the-art technology for clean, safe drinking water "from nature to tap", and a great choice for everyone who lives in the greater San Jose area. To find out more about the project, please contact Scott Caothien at scott.caothien@basf.com




