
Introduction
The secondary treatment of sewage is a large and energy intensive process, involving a biological digestion followed by a settlement of the solids created by the bioreaction. The membrane bioreactor takes the place of the whole secondary stage – and does it better, and in a much smaller space. It is a device for the biological oxidation of the organic material dissolved in sewage and the separation from the resultant slurry of a relatively clean liquid (it will also largely do away with tertiary liquid/solid separation). The excess solids created by the oxidation process can then be easily removed for subsequent treatment. It is a continuous process, and one that is quite easily controlled, and is rapidly becoming the best available technology (BAT) for waste water treatment.
The sludge settlement stage of the conventional secondary process is a fairly slow one, so the removal of the clear liquid from the slurry is a better option, and results in a cleaner liquid, because of the membrane filtration, at least to microfiltration standards, and quite commonly to those of ultrafiltration.
A major advantage of the MBR system is that it can operate at a much higher solids concentration in the bioreactor than that of a conventional activated sludge plant. The MBR plant can work effectively at MLSS (mixed liquor suspended solids) concentrations typically in the range 8000 to 12,000 mg/l (or 0.8 to 1.2%), and has been demonstrated successfully at up to 3%, whereas conventional activated sludge plants work at about 2000 to 3000 mg/l, because of the limitations on settling. This higher slurry concentration permits effective removal, not only of dissolved organic material but also of residual particulate solids.
This high sludge concentration capability enables an MBR system to deal effectively with strong industrial wastes, especially in places where water is short, and factories are seeking to close their water cycles.
The MBR is a comparatively recent development (it is not mentioned as such even in the second edition of Keith Scott's “Handbook of Industrial Membranes”), although it has been in use in wastewater treatment for a number of years. It was first developed to commercial use in the USA in the late 1970s and in Japan in the early 1980s. There are now well over 1000 MBRs in use (if not 2000), although a significant number of these are only of pilot scale.
The cost of an MBR plant for secondary processing is still higher than that for a conventional plant, but as the numbers of MBR plants increase, and as membrane costs fall, the life cycle cost differential will soon disappear, and the process advantages should lead to rapid uptake of the MBR system by the waste water treatment industry. The smaller footprint of an MBR plant will make it much more attractive for construction in developed urban areas.
The membrane bioreactor system
The membrane bioreactor in its present embodiments constitutes a complete plant for the treatment of sewage, once the large floating materials and the suspended grit have been removed. A normal sewage treatment works would have a primary settlement stage after screening and grit removal, but the ability of the MBR to deal with high solids loadings means that some of the primary settlement can be left to the MBR, and maybe all of it.
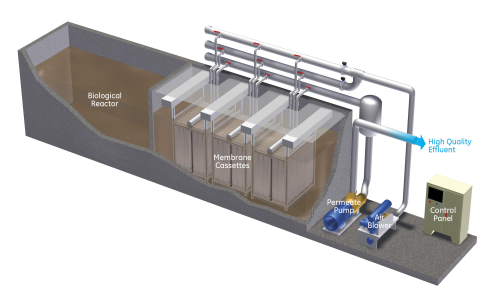
The basic MBR consists of two processing steps – a bioreactor, in which aerobic bacteria digest organic material in the presence of dissolved oxygen, and a membrane module, in which relatively pure water separates from the suspension of organic matter and bacteria. These two units may be set up to run in succession (i.e. the liquid flows first through the bioreactor, where it is held for as long as necessary for the reaction to be completed, and then through the membrane separation stage), with a recycle of some of the separated sludge to the bioreactor. This is often called sidestream operation.
Alternatively, the membranes are suspended in the slurry in the bioreactor, which is appropriately partitioned to achieve the correct air flow, with the surplus sludge withdrawn from the base of the bioreactor at a rate to give the required sludge retention time (and independent of the water offtake rate). This is then termed a submerged (or immersed) MBR.
Membrane format
Two main formats are used for the membrane material. One, developed by Kubota, uses flat rectangular sheets of membrane, welded in pairs around a panel for each pair, hanging vertically and parallel to other such cartridges on either side of it. Between the membrane sheets and the support panel are spacer sheets that allow the permeate to run from the inside of the membrane to a withdrawal nozzle at the top of the cartridge. Liquid flow is from the outside in to the centre of the cartridge.
The other, developed by Zenon, uses bundles of hollow fibres to form the membrane module. These also hang vertically, with liquid flow from the outside of the fibres in to their centres. The bottom end of the fibre is sealed shut, and the top end together with all of the other fibres is sealed through an end cap into a permeate offtake chamber. The hollow fibre, with this flow direction, is perfectly capable of resisting the relatively low transmembrane pressures entailed in MBR operation, but several manufacturers advertise their use of reinforced fibres.
Either of these formats can be used for submerged or sidestream operation. A third, employing capillary tubes of membrane, is mostly used for sidestream separation, with liquid flow from inside the tubes outwards into a permeate collection chamber. These membranes operate in through-flow mode, with separated sludge collecting inside the tubes, and having to be backwashed out at regular intervals, while the flat sheet and hollow fibre membranes operate in an approximation to cross-flow, with the solids flushed away from the membrane surface by an air-scour operation.
A fourth format has the membranes in the shape of circular discs mounted on a horizontal shaft. The whole array is submerged in the activated sludge suspension, and the discs are rotated. Permeate flow is from the outside of the double-sheet discs and in to the central shaft, which is hollow to provide permeate offtake flow.
Whichever the membrane format, air scouring is used to remove solids from the vicinity of the membrane surface. This may be the same as the air flow used to activate the solid suspension, or (and especially in sidestream arrangements) the two gas injection systems are quite separate.
The disassociation of bioreaction from sludge settlement means that the bioreactor can be much smaller than in the case of conventional activated sludge processes. This enables the skid mounting of MBR systems for easier installation
Driving force
Most membrane filtration processes require quite a high transmembrane pressure in order to produce an acceptable permeate flow rate. By contrast, the membrane bioreactor operates with a low differential, of about 0.5 bar. This can be provided by a vacuum pump, sucking on the permeate discharge line, through a receiver, or by the hydrostatic head of a deep bioreactor tank, or by a low level of pressurisation of this tank.
The MBR mainly operates by ultrafiltration, but some microfiltration membranes are now used, as allowed by the degree of separation required.
An MBR is capable of removing suspended solids to levels of below 5 ppm and BOD to below 10 ppm (and much better in some cases), which figures are comfortably below the current 20/30 requirements for marine and watercourse discharges. By careful choice of membranes a membrane bioreactor system can retain chlorine resistant pathogens such as Cryptosporidium and Giardia.
The longer sludge retention times permit the reduction of molecules difficult to biodegrade, such as detergents. With proper system design nitrogen and phosphorus contents can also be significantly reduced.
The MBR business
The membrane bioreactor has lent itself very well to the “municipal” waste water treatment business. This is a huge, world wide activity, with very large companies (as well as municipalities) taking an increasing part. On the whole, the operators of treatment works tend not to be the suppliers of the equipment used in them. Rather is this done at two further levels: contractors engaged to build the works and specify the contained equipment, and then the specialist manufacturers of the equipment as appropriate.
The MBR business can thus be found among the waste water equipment suppliers, either the specialist builders of waste treatment equipment, and especially of secondary processes, who have acquired membrane technology (possibly by buying a membrane specialist company), or the membrane system manufacturers, who have developed an expertise in waste water treatment.
The earliest developers were Zenon in Canada and Kubota in Japan, closely followed by Wehrle Werk in Germany. There are now around 30 manufacturers of MBR systems world-wide, of which the largest include Zenon (now part of GE Water Technologies), Kubota (which has several licensees around the world), USFilter (now part of Siemens – which puts two of the largest manufacturers under the umbrellas of massive corporations), and Mitsubishi Rayon.
The numbers of installations are variously quoted, presumably from different times of writing, but it seems likely that Zenon has several hundred reference plants, Kubota has over 2,500, and Mitsubishi Rayon over 700 (the latter two mostly in Japan). The largest MBR plant (at the time this article is being written – which may well be exceeded very shortly) is the Brightwater plant, in King County, Washington State, which will treat a waste water flow of 495,000 m3/day (495 megalitres per day) when it starts up in 2010/2011, rising to 645,000 m3/day by 2040. The MBR plant for Brightwater will be supplied by GE Zenon.
Developments
In the long history of waste water treatment (over 110 years), the membrane bioreactor is quite a recent invention, and so, not surprisingly, is still in a period of intense development. Three key areas of system investigation can be identified: the nature of the membrane coupled with operating energy consumption, air/gas handling and the bioreaction itself.
By the standards of most membrane processes, the membranes in an MBR are very “loose”, i.e. they have a low transmembrane pressure differential in operation (and, as a result, are relatively easily cleaned). Development will continue to find membranes with lower cut points (i.e. retaining finer solids) but without an increase in working pressure drop. One of the disadvantages of the MBR system is a relatively high energy consumption per unit of liquid throughput, and the energy required to drive the permeate through the membrane is a significant component of the total consumption, so higher pressure drops will be unacceptable.
The gas flow through an MBR has two purposes – to dissolve oxygen in the suspending liquid and so feed the aerobic bacteria in the bioreactor, and to scour the surfaces of the membranes to keep them free of solid deposits. Design developments will continue to maximise the efficiency of both of these gas flows – with a reduction in energy consumption, if possible.
Perhaps the most exciting development in the MBR system would be its conversion from an aerobic process to anaerobic operation. Conventional activated sludge plants are looking at anaerobic operation with a great deal of interest, because of its potential ability to treat whole sewage in one process, and at the same time generate (in the form of methane) sufficient fuel to drive the whole works, with some over to deliver to the electric power supply grid. (It is estimated that the energy content of a typical sewage inflow is about five times the energy required to run the treatment works, so the current processes are clearly some way from being energy efficient.)
Anaerobic operation of an MBR system would obviously need a change in the gas feed, as well as operation at higher temperatures, but the increased production of biogas would be a major advantage.
These developments have all concerned the MBR system itself, in its application as a sewage and industrial waste treatment process. There are, of course, a great number of other biological processes that might benefit from the continuous extraction of the liquid phase during the reaction, and developments of the system to suit other processes entirely can be expected.



