
The effective treatment of distillery wastewater has always been important, particularly at locations which require the removal of copper. Many distilleries operate with old technologies and some with limited treatment. There are new treatment technologies, based on aerobic, anaerobic and membrane processes, which are of great interest to the industry.
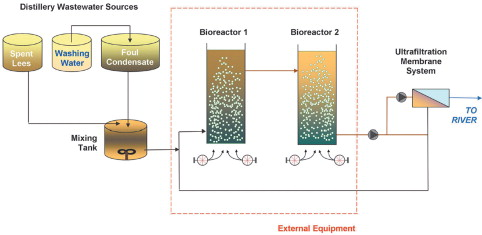
Wehrle offered a membrane bioreactor (MBR) process and was able to design a system that fully integrated into the distillery along with new pre-treatment facilities. The crossflow MBR process offered a number of distinct advantages, compared to the old bio-filtration processes, including reliable and enhanced treatment performance, which ensured good treated water quality. The new effluent treatment system at Glenallachie has a small footprint coupled with reduced sludge yield versus the old technology and a low environmental impact. The main process plant is installed inside an existing building at the distillery with two modular bioreactors located outside this building. Figure 1 shows the process schematic for the project. Extended on-site pilot trials were performed in 2007. The specific aim was to investigate the MBR performance under typical conditions with distillery effluent, together with and without prior copper removal and also its response to shock loads, including the spiked additions of 10% Pot Ale. This helped determine the optimum plant design for biological treatment and membrane selection.
All wastewater on the distillery site is treated by Wehrle's two-stage cascading MBR system, having first been collected in three separate holding tanks. Foul Condensate, is diluted with Washing Water from around the site before entering the Mixing Tank. Spent Lees from the second distillation stage also enters the Mixing Tank, and the combined wastewater is then pH corrected, using Kalic (18% liquid lime) and/or caustic, before being treated by the MBR system. By the design of a two-stage cascading aerobic system, the process is able to tolerate the influent copper and biodegrade the mostly soluble organic loading, chemicals and fine solids in the wastewater to a level suitable for membrane separation through a UF system. The pH in each bioreactor is controlled to retain the influent copper in its relatively inert insoluble or ‚complexed’ form. The UF separates the mixed activated sludge into a concentrated stream, which is returned to the first bioreactor for subsequent re-treatment, and a permeate stream of treated water with exceptionally low solute and solids content. The copper is effectively all retained in the biomass. Treated water is discharged to the local watercourse, meeting the final discharge water quality requirements licensed by the Scottish Environmental Protection Agency (SEPA).
Built in 1967, the wastewater treatment facility at Glenallachie Distillery was in need of major upgrade and it was decided to install completely new facilities. This included a new rotary drum screen, the set of tanks for the various waste streams, and mixing tank for pH correction. The use of the existing copper removal process at Glenallachie (based on pH adjustment and microfiltration) may be re-examined in the future. Wastewater from the site is segregated into the three streams already described and enters a 120 m3 Foul Condensate tank, a 65 m3 Spent Lees tank and a 65 m3 Washing Water tank. These tanks were supplied and installed by Chivas Brothers. Mixers are included in each tank and levels are monitored by site personnel using the existing automated system control and data acquisition (SCADA) system. The three tank system provides sufficient buffer capacity to allow a consistent supply of wastewater for subsequent pH correction and biological treatment. On average, Spent Lees accounts for a flow of 1.5 m3/h, with Foul Condensate produced at a rate of 3.0 m3/h and Washings Water flow of 1.5 m3/h. Following dilution with Washings Water, Foul Condensate is mixed with Spent Lees in the Mixing Tank. Kalic is added to the Mixing Tank to increase the pH and provide buffering of the Combined Wastewater to an optimum level of pH 9.0. The mixed wastewater is screened, using an in-line bag filter, and pumped to the MBR for subsequent biological treatment.
The key to effective wastewater treatment by MBR is selection and design of the correct membrane and bioreactors for each specific site and application. Wehrle defined the correct membrane pore size for specific requirements to achieve the desired chemical, biological and solids removal efficiencies, and to ensure membranes are compatible with wastewater characteristics such as pH or chemical corrosiveness. The bioreactor design is also important, particularly with recalcitrant (hard) COD and potentially inhibitory components in the wastewater such as copper at Glenallachie. Thorough pilot testing ensured the selection of the most appropriate membrane and optimisation of the biological treatment parameters to ensure that Chivas Brothers' requirements were met. Only following these trials could the final design be determined.
The MBR plant at Glenallachie is designed to treat a flow of 144 m3/day of Combined Wastewater. The biological stage is designed to process influent COD of 3,000 mg/l with two bioreactors. The flow is pumped from the Mixing Tank through 800 μm stainless steel basket strainers before entering Bioreactor 1 where micro-organisms feed on the wastewater aerobically in a complex ecosystem. This reduces the readily available COD through microbial respiration and assimilation processes.
Further ‚polishing’ treatment is undertaken in Bioreactor 2, under optimised pH and aerobic conditions, to ensure that the final permeate quality is consistent, with low levels of BOD, COD and copper. The bioreactors operate in a cascading system, providing a progressive two-stage removal of COD that is highly effective in treating hard COD and copper present in the distillery wastewater. Kalic is dosed into each Bioreactor, if necessary, to control the continuously monitored pH at 8.0-8.5 to effectively retain copper in the sludge in its safe particulate form.
Oxygen required for the biological process is provided by blowers which supply air to the venturi jet aerators installed inside each bioreactor. Pumped flow from the Mixing Tank is blended with the return concentrate flow from the UF system before entering the aerators installed in the base of Bioreactor 1. A jet pump is used in a loop system to circulate the activated sludge through the jet aerators in the bottom of Bioreactor 2. The use of the jet ejector system ensures very efficient tank aeration with minimal maintenance and complete mixing of the bioreactor contents. The dissolved oxygen in the activated sludge is continuously monitored and automatic adjustments are made to the blowers, by way of variable speed control, to maintain optimum aerobic conditions for the activated sludge ecosystems in both bioreactors while minimising power consumption.
A biomass concentration of more than four times the value of typical conventional activated sludge plant is reached in MBR bioreactors, with mixed liquor suspended solids (MLSS) concentrations typically in the range of 15 to 20 g/l. The relatively high biomass concentration reduces the treatment volume required thus minimising tank capacity, system footprint and visual impact. Some of the activated sludge is periodically removed from the bioreactor to maintain the desired MLSS and MBR sludge age. Approximately 5-15 m3 of sludge is removed infrequently by tractor to be used locally as fertilizer.
Separation of activated sludge is undertaken within a highly efficient UF system that retains solids and molecules larger than 0.02 μm. Recirculated activated sludge enters a stainless steel header system feeding a dedicated stainless steel recirculation pump and six membrane modules arranged in series. Membranes are initially installed in four of the six modules. The other two dummy modules allow for 50% expansion of the treatment capacity at a later date, if required. Each UF module contains in excess of 350 × 8 mm polymeric membrane tubes. In addition, space exists and the design allows for a complete additional UF system to be installed should extensive expansion of whisky production be required on-site in the future.
Following the pilot trial, cross-flow tubular UF membranes were selected by Wehrle as the most effective solution. The activated sludge is pumped along the membrane surface at high velocity ensuring adequate turbulence thereby minimising membrane fouling and enhancing cleaning efficiency. The permeate is removed from the activated sludge through the membrane wall, which provides an absolute barrier, producing an MBR permeate free from bacteria and suspended solids.
The amount of permeate produced is a function of various parameters including the system pressure and activated sludge flow velocity. Permeate production is defined in terms of the membrane flux. The flux is a measure of the treated water flow rate per unit area of membrane, and it is measured in litres per square metre per hour. At Glenallachie, the UF flux is very high (at least 100 l/m2h). The higher the flux, the lower the area of membranes required and the more compact and economic the system becomes. By determining the flux level it is possible to compare membrane systems on comparable applications and determine relative operating and capital costs. Because Wehrle also offers the alternatives of Low Energy and Air-Lift crossflow MBR technologies, it was possible to select the most effective membrane at the pilot stage, and based on accurate flux values, the most cost-effective UF process design. This minimised the number and cost of the membrane separation system.
The MBR permeate is discharged directly to the local burn (water course) without the need for any further treatment. The CAR license parameters of 20 mg/l BOD, 50 mg/l suspended solids and 330 μg/l copper are easily achieved by the MBR system. The UF membrane modules are flushed automatically on a weekly basis using permeate collected in the Washing Tank. Chemical CIP cleaning using acid and caustic based solutions is also undertaken, albeit infrequently. CIP cleaning of the UF membranes is normally every 6-8 weeks and is a simple procedure requiring small amounts of cleaning agents and can be automated during downtime. The MBR system is automated using programmable logic control (PLC) equipment supplied by Chivas, to Wehrle's functional design specification, and the distillery's SCADA system is used to start/stop the system, adjust operating parameters and monitor performance trends. Pressures, flows and process parameters (such as pH and dissolved oxygen levels) are measured at strategic points within the process and transmitted back to the PLC, which automatically controls all aspects of normal process operation, and provides warning alarms to the SCADA system for plant operators to action as required.



