
Industrial wastewater contaminated by salts and dissolved pollutants is a major environmental and operational challenge. It originates from power generation, chemical manufacturing, oil and gas, mining, or deionized water production in several industries. The resulting effluent typically contains dissolved salts, heavy metals, and some organic compounds, which require proper treatment before being released into the environment. Beyond this, increased efforts to minimize water footprint, along with stringent regulations and water scarcity, decisively promote the adoption of advanced technologies for reusing water within zero liquid discharge (ZLD) strategies. Tubular ultrafiltration coupled to chemical precipitation offers big potential for treating reverse osmosis (RO) brine, cooling tower blowdown, metallurgical and electronics wastewater, and many others.
Physico-chemical treatment
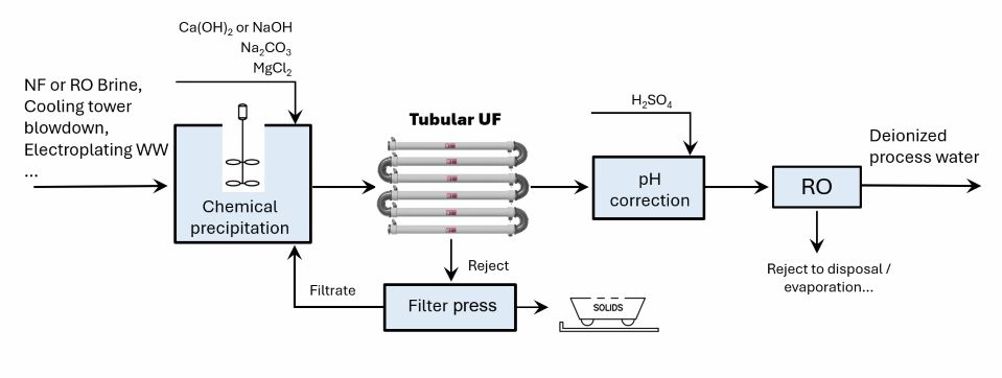
Chemical precipitation is a widely used physico-chemical method for removing dissolved contaminants. It involves adding specific chemicals, which react with the dissolved substances to form solid particles. These precipitates are then removed through physical separation. Commonly used chemicals include lime, caustic soda, and soda ash, for precipitating hardness, heavy metals, and other ions at high pH.
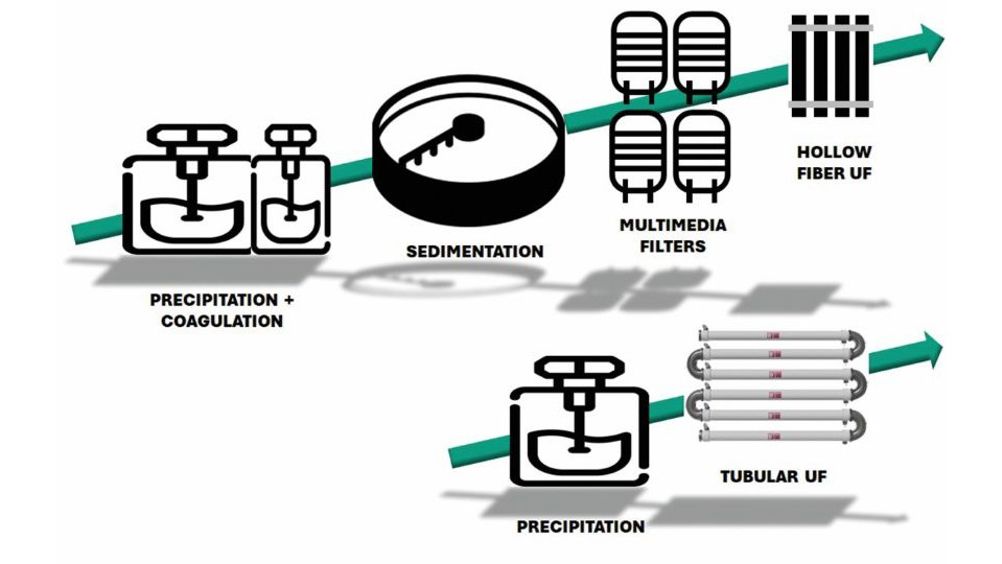
Liquid/solid is a critical step to ensure the treated water meets quality standards. Various techniques are available including sedimentation, media filtration, hollow fiber ultrafiltration (UF) and tubular UF.
Sedimentation is often paired with coagulants and flocculants to aggregate fine particles. It is simple and well-established. The main constraints of sedimentation are a large footprint and limited efficiency for slow-settling particles.
Media filtration is installed after the clarifier, to remove unsettled solids. Effluent quality is sometimes insufficient for direct RO posttreatment.
Hollow fiber UF is installed after the settling tank or the multimedia filters for removing fine solids that bypass the preceding stages. Effluent quality is high, although the footprint increases.
Tubular UF substitutes all the previous processes in just one treatment step. UF is coupled to the precipitation, providing important benefits like superior effluent quality, compactness and reduced chemical consumption.
UF coupled to chemical precipitation
The benefits of UF coupled to chemical precipitation include reliable and superior effluent quality with 100% SS removal, SDI of <3, and just one separation step before the RO. Lower chemical consumption means coagulants (PAC, FeCl3…) are usually avoided.
With no flocculant needed and excess lime for coagulating small precipitates not required, savings of 25–30% are common. There is also less sludge as the use of excess lime/coagulants/flocculants for clarification results in higher cake volume. In addition, polymers – which can affect RO membranes – are not used, and there is no need for multimedia filters, avoiding backwash water, replacement of filter media etc. Compactness means the footprint is reduced by 40-60%.
The crossflow tubular UF can handle high solids concentration (2–3%), achieving high recoveries up to >95%. Tubular UF delivers high and stable fluxes up to 200 LMH, allows full automation and requires minimum supervision and maintenance. It is worth noting that precipitation of certain ions may require further pH increase (>10.5); in this case, Berghof advises using its robust chemical resistant (CR) membrane with broader operational pH range.
RO brine recovery in Kunshan, China
The Kunshan plant manufactures 600,000 tons/year of sodium carbonate, producing 2,784 tons/day of RO brine. Commissioned in 2016, the goal was to achieve ZLD, recycling treated water back into the process and reducing the concentrate routed to the evaporation/crystallization process. Berghof UF comprises two skids with six modules in series (10inch, 4m, 71m2 unitary area). With 150LMH design flux and crossflow velocity of 3m/s, the actual operating flux is 200LMH, with stable operation and effluent quality up to standard for feeding the DTRO system.
About the author
This article was written by Dr Elena Meabe, manager Knowledge Center, Berghof Membrane Technology GmbH.
This article first appeared in the February 2025 issue of Filtration+Separation magazine. To read the full issue, click here





