


The new filtration system project at the metal powder production plant was initiated both to help the company meet its environmental responsibilities, as well as complying with local authority and Government guidelines that are becoming increasingly stringent on the level of emissions released into the atmosphere.
The plant manufactures nickel pellets from the base ore for use in the steel and car industries; this process results in nickel oxide (NiO2) emissions being released into the atmosphere.
The previous filtration system used an electrostatic precipitator (ESP). An ESP is a particulate collection device which removes particles from a flowing gas using the force of an induced electrostatic charge. The production process required the use of two ESPs on the site. This arrangement was necessary to allow for online cleaning to take place and reduced production downtime when either of the units was being serviced. Although emissions from the existing ESPs complied with current legislation, the user acknowledged they were very close to the environmental licence level. Recognising their environmental responsibilities combined with the high energy consumption of the ESPs, the company made the decision to seek an advanced particulate filtration technology to replace the ageing abatement plant.
Bag house filter system
Pennaire Filtration was able to suggest an effective solution to reduce the emission levels and energy consumption dramatically by changing the current ESP to a multi-chamber bag house filter system.
In order to ensure that the new system would be able to meet the required performance levels, the end-user decided to run trials on the systems to compare emissions. The filter system was installed in parallel alongside the ESP system whilst running; the final break in being conducted without any shutdown to the process. This installation method provided a number of significant benefits to the plant. Not only were they able to conduct comparative performance tests on each individual system (bag filter versus ESP), they also retained the requisite emission controls in the event of any issues on the commissioning of the new bag filter.
The filter system has two fansets with cross-over capabilities; each exhausting independently to atmosphere. Both fans are inverter-controlled to maintain a preset suction at the process collection point. Only one fan runs at any time whilst the other is in standby mode, giving security in case of breakdown. The fans are regularly switched on line from standby to duty with no disruption to the process at all.
The plant engineers were pleased to find that the new bag filter system which employed Donaldson Tetratex #8042 Aramid Stainless Steel Felt reduced the particulate emissions to well within the 5mg licence levels.
Although the ESP is still in-situ, it is no longer in use; the gas flows directly through the two ESPs and into the bag filter. The design of the new filtration system allowed for the ESPs to stay in place causing minimal disruption to the plant and production process.
Bag filter and media
Following a full technical evaluation, Pennaire Filtration designed, manufactured and supplied a bespoke bag filter system incorporating the very latest filter media and pulse-jet cleaning technology.
The new bag house filter is situated on the back of the current ESP system. The multi chamber filter contains six compartments comprising of 288 off tubular filter bags mounted on support cages. Pennaire Filtration fitted individual particulate monitoring systems to each filter chamber so that in the case of a sudden increase in emissions the source can be quickly identified.
All such applications require the filter bags to be cleaned to ensure operating pressure drop and gas flow are maintained at satisfactory levels. In this case, dust building up on the surface of the bags is removed by means of a controlled jet of compressed air which is periodically blown down the centre of each bag.
Engineered components ensure this jet provides an accurately formed “pulse” or “wave” of air which not only momentarily reverses the flow of air through the filter media, but also dislodges the dust cake build-up as it moves vertically down each bag. The frequency of cleaning is determined by a PLC which monitors the operating pressure drop, constantly maintaining the system at an acceptable level and minimising unnecessary mechanical wear to the filter bags.
The control system for this application was designed, manufactured and installed by Pennaire Filtration and incorporates a full colour touch-screen monitor. Motorised slide dampers are used to close off one compartment of the filter at a time. The filter has been designed to be able to run at full capacity with five of the chambers online at any one time. The on-demand cleaning system used has controlled set points of 75 mm across all of the filter bags. Each chamber is cleaned once every six hours in a process that takes three minutes to complete.
The system works 24 hours a day, 365 days a year. Maintenance work on each filter chamber is also available without disruption to the process by total isolation of each individual compartment. This enables work from minor maintenance, right up to and including a full chamber bag change.
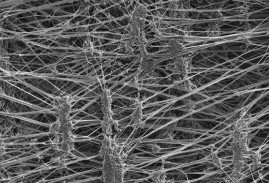
Donaldson Membranes' Tetratex® #8042 Aramid Stainless Steel Needlefelt was selected by engineers at Pennaire Filtration for the application, with the filter bags themselves being manufactured to the required design and specification to provide optimum performance and lifetime.
The key differentiation that Tetratex ePTFE membrane filter media provides over conventional non-membrane media is its non-reliance on a filter cake. Non-membrane media will often allow the passing of quantities of fine particles not only into but also beyond the media. This is especially so on start-up when the media is new. Conventional media only truly start to filter efficiently when a suitably dense filter cake has formed on the filter surface.
A number of Tetratex ePTFE membranes are available to suit different application demands. All comprise nodes and fibrils of PTFE to form a microporous film which can be laminated to various backing fabrics. This provides the necessary physical support, with the membrane itself providing true surface filtration.
Whilst this can sometimes provide the necessary performance, the reliance on a filter cake and the readiness of fine particles to penetrate into the open surface structure of the media often limits the ability of non-membrane media to perform consistently over extended periods of operation. Additionally, the capability to recover from process upsets can be limited.
Tetratex ePTFE membrane media has no such reliance on cake formation and the membrane (being laminated to the filter surface as it is) prevents the penetration of particles into and beyond the backing fabric. Additionally, the smooth PTFE surface provides good dust release on cleaning and as such operating differential pressures can be expected to be much lower and altogether more consistent over time. The filter media used proved to be so efficient that the system took several months to warrant cleaning.
Pennaire Director, Martin Andrews, who coordinated the project said: “When we were approached by the customer we were able to utilise our knowledge and experience on similar applications to ensure that we could successfully reach the required process and project goals. The filter system solution has exceeded the expectations of the customer and has been a great success”.
Donaldson Membranes Industrial Filtration market manager Callum Baxendale said: “Performance figures achieved from the filter to date are well within regulatory limits as well as those laid down in the comprehensive warranty that was provided at the time of supply.”
Contacts: Donaldson Advanced Filtration, Tel: +44 (0)1942 711711, Email: paula.bickers@donaldson.com, www.donaldson.comPennaire Filtration Limited, Tel: 01928 724133, Email: enquiries@pennairefiltration.com, www.pennairefiltration.com



