As we were all taught in geography lessons, 70% of the world's surface is covered with water. But, only 1% of that is actually accessible/available for use as potable water. Conversely, continuous development means that, in even remote areas of the globe, the demand for beverages of all kinds grows unchecked.
Led by new industrial powerhouses like China and India, global consumption of beer and carbonated soft drinks continues to increase steadily while specialist beverages, such as the new, isotonic energy drinks, are booming along at close to 8% growth year on year. Marvellous though this growth is for the industries involved, its downside is that all of these drinks have water as their principal ingredient. In 2006, for instance, global beer production alone amounted to 1.7 billion hectolitres. That represents an awful lot of H20.
As anyone with access to a newspaper or television will know, water is becoming an increasingly scarce and expensive commodity. So much so that most modern breweries, beverage and food plants are beginning to understand the value of recycling as much water as they can, rather than allowing it to, literally, disappear down the drain (always assuming, of course, that their local water authority would allow them to do so). Hence the rapid growth of interest in modern filtration systems which enable food and beverage companies to recover process water which can be re-used for other, lower grade purposes such as cleaning.
The transfer of Membrane Bioreactor (MBR) technology from the municipal to the industrial sector has given this waste recovery trend a significant boost. MBR has been in use in municipal waste treatment for almost two decades, primarily in small to medium conurbations with populations up to 80,000 in size.
Now it is making inroads into industrial waste treatment, especially in the beverage sector. The reasons are both process and economy-related. A MBR system can replace a conventional wastewater treatment system composed of five or more separate stages with a more compact, straightforward solution that is less prone to fouling or downtime.
A conventional layout might consist of a pre-screening section to separate out large particles, primary sludge treatment, an aeration process, a clarifier and a final filtration stage. By contrast, a system based on the MBR could incorporate the same screening stage and just the MBR itself. Alternatively, by adding a Reverse Osmosis (RO) stage and a decanter centrifuge it is possible to treat water and sludge.
When the water exits the RO unit, it is clean enough to be used as utility water for cleaning or other technical purposes around the site. The concentrate, meanwhile, is re-circulated to join the waste stream being fed into the MBR. Sludge is also transferred into the decanter centrifuge for dewatering and from the decanter the centrate is also returned to the main waste stream while the dewatered sludge itself is thick enough to be handled and disposed of mechanically.
Alfa Laval hollow sheet membrane filtration modules (MFM) used in the MBR process combine the benefits of both hollow fibre (HF) and flat sheet (FS) membranes. The HF membrane facilitates back-flushing, energy-efficient aeration and enables high packing densities to be achieved while the FS sheets reduce any tendency to clog and enable the unit to be gravity-fed, thus obviating the need for pumps.
The hollow sheet membrane operates at very low trans-membrane pressures; up to 10 times lower than those needed with conventional flat sheet and hollow fibre membranes. As a result, liquor passing across the membrane surface does not adhere or accumulate and, consequently, the risk of fouling is reduced.
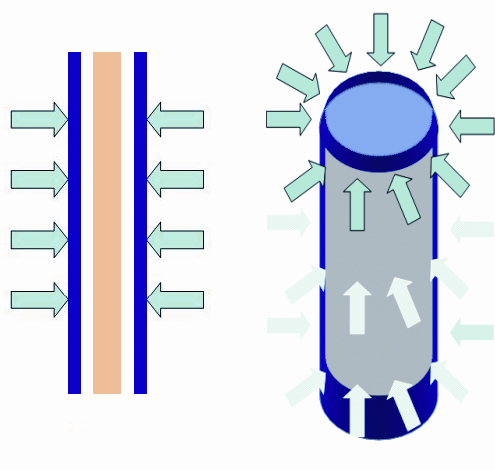
How it works
Mixed liquor flows upwards between the membrane elements while the permeate passes through the membrane sheet. To make sure this mixed liquor circulates effectively, air bubbles are used to generate cross-flow velocity, providing a scouring effect. Regardless of configuration, air is only added via one single aerator at the bottom. A unique design ensures that the permeate (cleaned effluent) is drained from the entire surface of the membrane and emerges all the way round the edges, exiting through connectors at the top of the unit. This means the pressure drop over the membrane is close to zero and there are no dead spots on the membrane itself. This extremely low TMP means the membranes are significantly less prone to fouling, resulting in a longer service life.
A sweet reverse osmosis solution
If water is the principal ingredient in all drinks, when it comes to carbonated soft drinks – which account for almost 30% of all the beverages sold – it is closely followed by sweeteners of one kind or another. Disposing of effluent with a significant sugar content can be extremely expensive (thanks to effluent charges) and very wasteful.
A leading Benelux manufacturer of sweeteners for the food and beverages industries was keen to find a way to treat its wastewater. The effluent came from flushing tanks used to blend and mix different types of sugar and ended up, typically, with a sugar content of 1 to 5 Brix (the percentage of sugar in a given sample). This equates to a chemical oxygen demand of 5000mg/l; sufficient to attract significant effluent disposal costs. In considering systems to resolve this situation, the company not only wanted to avoid these charges but also to be able to recover sugar and re-use the recovered water around the factory.
The method chosen to solve this problem was a sanitary Reverse Osmosis (RO) filtration system consisting of three linked loops, each with a pressure vessel containing 2 to 3 spiral wound RO elements. Between them these elements provide 230m2 of HR98PP membranes which concentrate the sugar solution to 20 Brix and, in the process, produces a sugar-free permeate stream that can be utilised for cleaning and other technical purposes in the factory.
Occupying a total floor area of around 50 cubic metres, the RO installation operates at different throughput rates, depending on the sugar content of the stream being treated. With an operating pressure of 40 Bar and temperature of 60° C, for instance, throughput of a 5 Brix solution is between 45–55 l/(m2h) while, for a more concentrated solution (20 Brix), the throughput drops to between 8–14 l/(m2h).
With a concentration factor set to 4, the resulting permeate stream of 4m3/h is recycled to the feed tank from the final RO loop, while the retentate stream of 1 m3/h is returned to the process.
A sticky problem solved
Starch is another essential ingredient in many food and beverage products. One producer of modified potato starch solved a sticky problem it was experiencing with its local municipality by installing a membrane bio reactor (MBR).
KMC is one of Europe's leading companies in Europe in the development, production and sales of food ingredients and other products derived from starch potatoes. The company was founded in 1933 and has its headquarters in the small town of Brande in rural Denmark. As a result, the company is intensely aware of its place in the local community and its responsibilities to it.
The spirochete situation
In the autumn of 2005, problems with spirochete bacteria in the effluent from KMC's Derivat factory were causing recurrent problems. The local municipality even imposed fines because the level of suspended solids in the effluent exceeded the set limit. Even though the effluent was being pre-treated by KMC, it was having a negative impact on operations at the local waste water treatment plant. Spirochetes are long, filament-like bacteria that can present major difficulties for the operation of a waste water treatment plant because they do not settle to the bottom of the settlement tanks used in conventional waste water treatment plants. They also create chaos in the delicate bacterial balance that the plant relies on to treat the water.
Searching for a solution
The company decided it simply couldn't continue to put its excellent reputation at risk, nor have to accept restrictions being imposed on its production activities by the local authority. It therefore researched options for a solution to its wastewater problem. Because of the special nature of the Danish market, KMC were only able to find two companies in a position to help – Alfa Laval and a Japanese company.
Over a 3 month period, KMC conducted side-by-side comparison tests between the Hollow Sheet membrane filtration module (MFM) and a comparable Japanese installation.
Full-scale installation
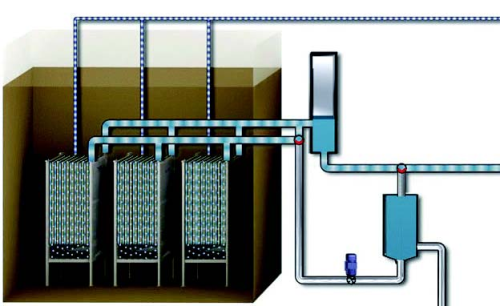
Based on the results of the pilot test, KMC decided to invest in a full-scale membrane bioreactor featuring eight Alfa Laval hollow-sheet Membrane Filtration Modules (MFM 200s), with a total installed area of 2,400 m2. These modules are based on the Alfa Laval Hollow Sheet concept, which provides completely even flux over the entire surface of the membrane. The plant is able to operate with an MLSS concentration of 8–11 g/l and treat 480 cubic metres of effluent daily.
KMC's batch production of modified potato starch means that the installation has had to cope with widely fluctuating effluent quantity. Flux levels have been slightly better than the figures achieved during the pilot period. Average Trans Membrane Pressure (TMP) levels of only 80–100 mm have been achieved. This compares extremely favourably with figures from other known membrane technologies for MBR installations, which are normally higher by a factor of 10.
The plant has been operating since March 2007and the output from KMC's treatment plant is actually of superior quality to the final output from the local waste water treatment plant.
Conclusion
Summing up, it is apparent that waste – at least as applied to water – might soon become a redundant term. As filtration and separation techniques evolve and improve, the volume of water recovered and recycled by food and beverage manufacturers is sure to grow; helping to ease some of the pressure on one of the earth's scarcest and most valuable resources.





