The performance of potable water filters in suspended solids removal is crucially dependent upon the design of the filter underdrain and the support for the filter medium. There are a number of different rapid gravity filter floor technologies available at present, including the TETRA LP Block (Low Profile), which has increasing installations across Europe.
Total media cleaning is the key requirement for a rapid gravity filter to function effectively and efficiently under all loading conditions. Backwashing gravity filters is necessary to remove the solids collected by the media during the filtration run. An upward flow of water or a combination of air and water to fluidise and scour the media is required.
While the proper filter media is important to the performance of rapid gravity filters, evidence suggests that filtration and backwashing performance is highly dependent upon the design of the filter underdrain and the support for the filter medium. The recent development of a dual parallel lateral underdrain has been proven to provide an even distribution of backwash water and air. In the dual parallel lateral underdrain, sintered plastic plates are used to replace gravel support layers in the filters. Composite plates of different porosities also are utilised.
The filter underdrain: functions and types
The main components of a rapid gravity sand filter are the filter media, the gravel support layers and the filter underdrain. The underdrain serves to support the filter medium and gravel; to collect filtered water evenly from the bottom of the filter; and to distribute air and water evenly across the bottom of the filter during backwashing. Key to these functions are the evenness of filtration and of the distribution of backwash air and water. The evenness of distribution of the backwash water is of particular importance. The efficiency of the filter is dependent on the effectiveness of the backwash cycle.
In the United Kingdom, the primary types of underdrains used are the header and lateral type, the plenum floor or nozzle type, and the dual parallel lateral type block underdrain. The latter is a relatively new development on the market that is increasingly being used.
Header and lateral type
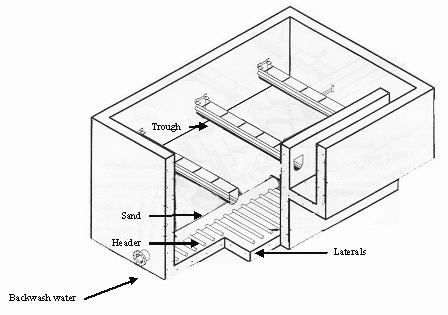
The simplest type of underdrain is the header and lateral type (Figure 1). In this type of underdrain the backwash water enters the filter bottom through a pipe or pressurised flume called a header. Pipes called laterals are connected at right angles to the header and are buried in the filter gravels. The laterals distribute the backwash water through a series of orifices.
The biggest drawback of the header and lateral underdrain is the difficulty in obtaining even distribution of the backwash water. The high velocity of the backwash water in the header causes the header's static pressure to be highest at the end. Because of this, the laterals at the end of the header receive most of the flow. This can be overcome by redistributing the head loss from the header to the orifices in the laterals. For this to be effective, the headloss across the orifices must be in the order of 2 to 3 m – a rate that increases pumping costs. Another problem with this type of underdrain is that there are no orifices in the header. With no backwash flow, this area is not properly cleaned.
Plenum floor type
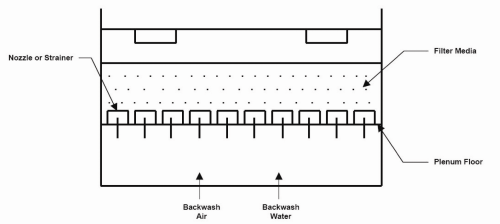
Plenum floor or nozzle type underdrains consist of a false floor penetrated by nozzles or strainers (Figure 2). Nozzle systems have large orifices and require the use of gravels to keep the media out of the nozzle. Strainer systems use fine openings to retain the filter media. Plenum floor designs can suffer from similar hydraulic distribution problems as header and lateral designs. The velocity of the incoming water is such that the flow is greatest at the inlet and near to the sides unless the plenum is very large. In addition, the spacing of the nozzles is often quite wide (up to 200mm) comprising 40 to 60 per m3 of filter floor space and dead spots may occur during backwashing.
There are other challenges involved in using the plenum floor type underdrain. The false bottom of the underdrain is inherently susceptible to structural failure. During a backwash, a considerable upward pressure is exerted on the underside of the plenum. This is exacerbated if the strainers become blocked with suspended solids or bits of sand and gravel which may be in the backwash water. Repeated backwash cycles can cause rupture of the floor due to repeated flexing. Cleaning the strainers can only be done by removing the filter medium. Maintenance is complicated by the fact that personnel access to the plenum area is a health and safety risk. Finally, the plenum floor underdrain's nozzles often become damaged during system installation.
Two pass lateral design
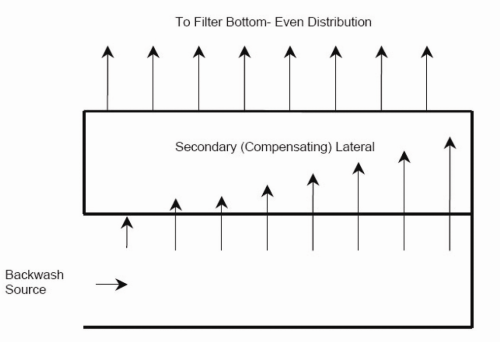
The two pass lateral underdrain has been designed to overcome the problems of the more commonly used systems. The problems of even distribution are solved by using two parallel laterals (Figure 3). The central (feeder) lateral has orifices along its length extending to a second parallel lateral called a compensating lateral. During backwash, water enters the central feeder lateral from a pipe or pressurised flume and is then distributed into the compensating lateral through orifices in this lateral. As in any single lateral, the highest flow rate will occur through the orifices furthest from the entry point. This variation in flow rate is evened out in the compensating lateral, enabling the system to provide an even distribution of backwash water across the entire filter bottom while minimising headloss.
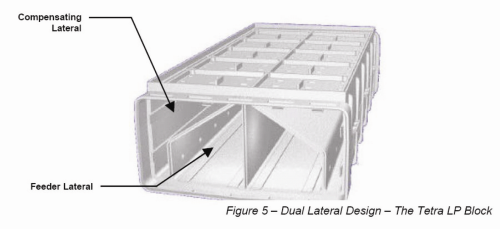
Practical application of this design uses preformed blocks made from high-density polyethylene (Figure 4) which incorporate the feeder and compensating laterals within the blocks. The blocks interlock and are laid end to end in rows so that the laterals are aligned continuously across the entire filter (Figure 5). The rows of blocks are placed adjacent to one another across the entire width of the filter, and the blocks over the flume are anchored down with special anchor rods and the small space between the rows filled with grout. This has the effect of locking the blocks together to form a flat, level floor.
Compared to traditional underdrain designs, the two pass lateral system provides more even distribution of backwash water and air; the filter compartment's simple construction makes allows for a plan, flat floor; there is no plenum floor to fail and no nozzles or strainers to block; and installation is simple.
Use of air scour
Trapped solids and water treatment chemicals can adhere strongly to the filter media. The traditional method of cleaning a filter has been to pump clean water up from the bottom of the bed at a velocity sufficient to fluidise the media. The attached solids are sheared off and removed. The problem with this method is that the shearing action may not be sufficient to remove chemical floc from all of the media. If the media is not completely cleaned, the accumulations of solids can create mudballs, which can cause blockages in the filter and result in a deterioration in performance. One way to overcome this is to include an air scour or combined air and water wash in the backwash cycle.
In the two pass block design, air and water enter the feeder lateral. The orifices near the top of the feeder lateral discharge backwash air into the compensating lateral. Larger orifices located lower in the feeder lateral discharge backwash water into the compensation lateral. The mixture of air and water is then discharged from orifices at the top of the compensating lateral.
Gravel support layers
The gravel support layers prevent the fine filter medium from entering the underdrain and blocking it and help distribute the backwash water and air in the filter. Normally several layers of gravel are used. In the simplest form the largest size gravel (about 20 mm) is at the bottom. Above this are layers of finer gravel down to 2 mm at the top. Each layer is about 50 mm thick, and total gravel depth may be up to 300 mm. Where air scour is used in backwashing it is customary to use an “hourglass” configuration. This configuration is effective in restricting penetration of media into the underdrain and in preventing gravel mounding due to hydraulic shock during backwashing.
Recently, media retention plates have been developed which are able to perform the functions of the gravel layers in a much smaller depth. Media retention plates are porous moulded plates made from high-density polyethylene and fitted to the underdrain block using self-tapping screws. The edges of the plate are sealed with an approved polyurethane sealant, and the exposed edges are also sealed to prevent side leakage. The plate is about 30 mm thick and is used to replace gravel layers up to 300 mm thick. As a result either the filter can be shallower or a greater depth of media can be used. The headloss across a media retention plate is the same as or less than for the gravel it replaces.
Three types of retention plate are available. The single porosity plate is available from two manufacturers. It has a single porosity layer of 500 or 700 microns. A bi-plate consisting of two layers of 300 microns (top layer) and 500 microns and a tri plate with a layer of 300 microns sandwiched between two outer layers of 500 micron material are available from one manufacturer. The larger pore size is used to protect the finer material from blockage. The larger pore size is excellent for most filtration applications and is especially suited to applications with fine garnet and activated carbon.
Commercial Utilisation
The dual lateral underdrain was first developed in the United States in the 1970s. The original blocks consisted of a single primary lateral and two secondary laterals and measured 300 mm high by 250 mm wide.
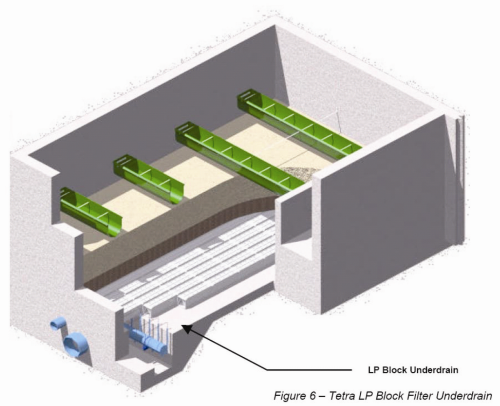
The current design was developed in the late 1990s and is called a low profile block (LP block). This is a single block measuring 412 mm wide by 225 mm high. The block is split into two channels. The block's lower profile allows shallower filter or greater media depth. In addition, the block's primary lateral area is larger than other blocks, so distribution is excellent at longer lengths up to 10m. The wider block requires less installation time and less grout between rows compared to other blocks, too. The dual lateral underdrain block design can be adapted to retrofitting applications as well as new build.
Operating results
The extent of maldistribution in a filter is determined by measuring the pressure from tappings in the secondary chambers of the blocks along the length of a lateral. The percentage maldistribution is calculated from the formula: Maldistribution (%) = (1-√(Min Press/Max Press)) × 100. The percentage maldistribution should be less than 10%.
Conclusions
The dual parallel lateral underdrain is a modular block type underdrain that provides users with several benefits including its ease of installation, evenness of distribution, more compact filter design and improved operator safety.


