The need for development
The driving forces for new developments in these times are often the economical and ecological advantages of a product, or, its performance and energy efficiency. One of the things also important is the water supply. One of the possible sources for water is wastewater.
Over the last century, the biological treatment of sewage in wastewater treatment plants has gained worldwide acceptance. But in order to reuse the water, further water treatment is needed. Membrane bioreactors (MBR) are a big opportunity but there is still a need for improvement. In this article we would like to summarise the capabilities of membranes to improve wastewater treatment.
Conventional wastewater treatment
In conventional treatment plants the wastewater is collected. Storage in a compensation tank follows, if necessary. The next step is a preconditioning to remove coarse particles and fibres before the waste water is supplied to the biological treatment tanks. Biological treatment begins with denitrification. Oxygen is added in a subsequent nitrification step. After the biological cleaning the biomass is separated hydro mechanically by sedimentation and most of the sludge returns into the process again. Only a small fraction is disposed of as surplus sludge.
The separation of biomass is a critical limitation in conventional wastewater treatment. Only biomass concentrations between 3 and 5 g/l can be obtained economically. However, a rise of the biomass concentration would increase the complete capacity of the sewage plant roughly proportionally. In addition, sedimentation does not lead to a total separation of solids. A part of the biomass including e-coli and other bacteria will remain in the effluent of the sewage plant. Both these issues can be tackled effectively by using membranes to separate the biomass. Membranes will raise the capacity of old plants or decrease the footprint of new plants. In both cases the quality of the treated water is much better.
Membrane bioreactors (MBR)
Like conventional treatment plants, membrane bioreactors rely on biology to purify waste water. In an MBR the membrane is a physical barrier. This barrier separates all solid substances, bacteria and biomass. It includes micro organisms so that the limits for the discharge into bathing fresh water are also adhered to. Furthermore the concentration of the biomass could be enhanced. The sewage plant capacity is increased correspondingly. Considerably lower space requirements are the result.
In principle, two different systems for membranes exist:
• external mostly tubular module geometries; and
• submerged membrane module geometries.
Because of the lower energy demand under aerobic waste water treatment conditions submerged membrane modules have become the more widely accepted system.
The modules specially designed for this application are placed directly into either the nitrification cell or an extra filtration container. Air blown across the outside of the membrane creates a cross flow that largely removes solids and biomass from the membrane surface. A light vacuum is applied on the other side of the membrane. The clean water runs through the membrane in a sufficient quality for a possible reuse.
With this barrier a higher biomass concentration can be realised without any problems. The practical limit on biomass concentration is set by the fluid. Because for most of the waste waters the viscosity rises rapidly above a biomass concentration of around 12 g/l, the energy demand for the contribution of the required oxygen in the nitrification step leads to uneconomical values. In addition the energy needed to supply air to the membrane surfaces rises considerably. For economic reasons the operation of MBR plants can only be recommended up to a maximum biomass concentration of 10 -12 g/l. This is enough to increase capacity of a plant by a factor of 3. For existing treatment plants, the modular nature of the MBR membrane modules makes it possible to increase capacity gradually, in step with rising demand.
As in every other filtration process, during the operation the membrane surface will become polluted. For the economic efficiency of the process it is important to reduce the pollution so that cleaning need only be carried out on occasion.
Thousands of large and small MBR plants are now in operation for sewage treatment. The differences in their economy are determined by the construction of the different membrane modules. The differences in construction are described in the following paragraphs.
Construction of submerged membrane modules
At present, there is a variety of membranes and membrane module constructions available. All of them separate the cleaned water from biomass, but their economics can vary in practice.
Modules with micro and ultra filtration membranes are available. Both membrane types will separate bacteria. Ultrafiltration membranes also separate viruses and are normally smoother in the surface structure which means they can be cleaned in a substantially better way. With a cleaner surface the transmembrane pressure difference can be kept low, which has a positive impact on the total energy consumption.
Currently two different basic module constructions exist for the submerged application: capillary and plate membrane modules.
Capillary membranes
Capillary membranes take the form of tiny tubes around 2 m long. Water flows from outside to inside. The capillary modules consist of bundles of membranes and have a high packing density. Depending on the manufacturer, the capillaries are fixed on both sides or only at the bottom.
Flat membranes
The flat membranes are stacked or hung up parallel to each other. A plate is inserted in the middle of two membranes. The membranes are glued together or welded together at the edges with this plate. Mainly because of the position of the plate the packing density of these modules is lower.
Surface layer control for all of the modules is carried out by the cross flow created by air bubbles from the bottom of the modules. Different aspects (discussed in the following paragraphs) have to be taken into account for capillary and plate modules.
Capillary modules
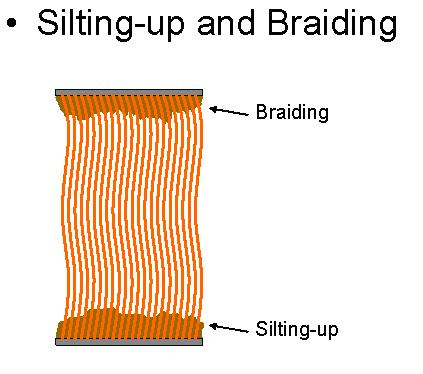
To reach the high packing density and to stabilise the capillaries in the module the distance between the membranes has to be low. On the one hand the flow conditions along the membranes are not as efficient, but on the other hand the main difficulties of capillary modules are usually the problems caused by silting-up and the effects of braiding. The braiding arises from hairs and fibres which twist around the membrane fibres and cannot be removed, growing from the top to the bottom of the membranes.
The silting-up appears at the other end (the bottom end) of the membrane module. The fibres are fixed here. Falling solid substances can not leave the module and are deposited. The silting-up grows during operation, reduces the filtration area and decreases the performance. The effects can be seen in Figure 1.
To prevent both effects, a finer prefiltration (screen distance < 0.5 mm) of the raw water is installed. This can lead to a reduction of the problems, but will not completely eliminate the effects. Even smaller pieces of hair will recombine in the water treatment to create longer fibres. Also, a reduction of nutrients is possible too fine screens are used. Washing of the screenings and sand disposal is needed.
Plate modules
Braiding cannot appear in this type of module due to missing membrane fibre bundles. Most plate modules are completely open to the bottom, so that there is also no silting-up at the bottom end of the modules.
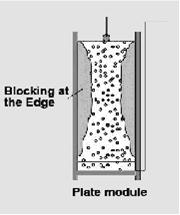
But there does exist the danger of edge blocking, because of the lower velocity in the edge area (see Figure 2). A higher quantity of aeration can be used to try and resolve this, but will also mean an increase in energy demands.
Gab blocking caused by different distances between the plates can also occur. This tension prohibits building modules with a larger height, because with bigger plates this problem still arises.
Plate modules in general cannot be back washed, so the cleaning strategy is restricted.
A solution to all this?
One solution for the described problems is offered in form of the new patented module development of Microdyn-Nadir GmbH, called Bio-Cel®. The membranes themselves have been proven and tested in other membrane modules in the market for over ten years. With this experience in membranes Microdyn-Nadir developed a new submerged membrane module. The respective advantages of capillary and plate modules have been combined successfully in the new development.
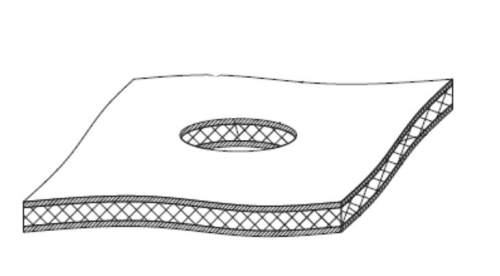
Two membranes are planar connected to a spacer material located between them, so forming a plate module without a plate. The edges are welded and the filtrate is extracted through a hole in the middle (see Figure 3).
These individual membrane bags are vertically joined together to a module. Extracting the filtrate in the middle reduces the pressure losses to a minimum. The planar connection of the membrane with the spacer material facilitates back washing.
The particular advantages obtained with these modules are:
• No braiding, because flat membranes are used.
• No silting-up, because the module is open to the bottom.
• No edge blocking, because the membranes fixation is frameless.
• No gap blocking, since the membrane bags are flexible. Inner tensions do not appear, because there is no plate.
• The membrane bags can be back washed. Due to the better hydraulic conditions between the membranes the effect is considerably better in comparison to capillary membranes.
• A high packing density, because of the missing plate.
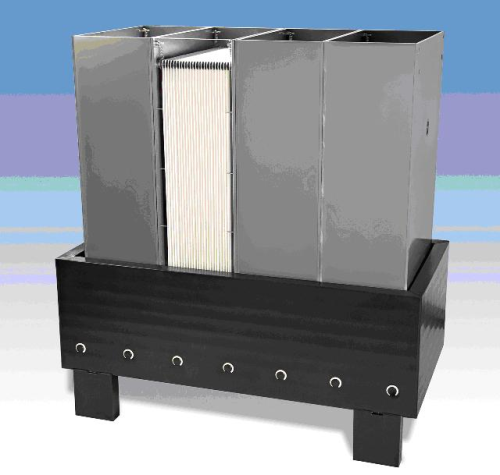
Since the beginning of 2008 the modules are also available as a cassette system (see Figure 4). Figure 5 shows one of these cassettes (100m²) of the BC400 module with 400 m² in total. For the construction of large plants, the independence of the aeration from the membrane system is a big step forward. Due to its high packing density, this module size makes it possible to install large membrane areas in small volumes.
The module in use
A pilot plant was operated at the Badischen Staatsbrauerei Rothaus AG (Brewery wastewater) for about one year [Gutknecht et al, 2008]. The goal of the investigation was a comparison of Bio-Cel® and the hollow fibre modules regarding the following:
• Space requirements;
• Flux and hydraulic productivity; and
• Cleaning and chemical demands.
The performance time of one year was chosen in order to achieve results from the whole season. The main results of the comparison are as follows:
• Due to the back-wash ability of the Bio-Cel® module, which can be operated in the same way as hollow fibre modules, substitution of hollow fibre modules can be done with only minor changing in the control panel (PLC).
• The filter tanks of the full scale plant offered enough space for the installation of both types of module inside the filter tanks. This is due to the comparable packing density.
• Both membrane systems achieved the required hydraulic flow of 11.9L/m²/h. The Bio-Cel® module handled this hydraulic flow without any chemical cleaning (while the hollow fibre modules were cleaned every four weeks).
• The module achieved the required maximum peak flow of 17.9 L/m²/h for several weeks. A flow of 20 L/m²/h were achieved for a long time period without cleaning.
• The Bio-Cel® module required less cleaning intervals and hence less chemicals. No intensive cleaning was needed.
The test proved that the above advantages worked in practice. Also important for the customer was to have the option to place Bio-Cel® modules instead of hollow fibre modules for future membrane replacements or plant extensions.
Summary
Several years of experiences of MBR with submerged module systems used in wastewater treatment have proven the success of MBR technology. There is still a need for further optimisation, particularly for the module construction to overcome operational problems like silting-up, braiding, edge and gab blocking. The new Bio-Cel® module is also designed for industrial sewage treatment as well as for municipal sewage treatment. It combines the advantages of existing module systems (capillary and plate system) without their disadvantages by using the innovation of a patented flexible membrane bag. It was shown practically that the combination of advantages results in better performance. •
Contact:
Michael Lyko
Manager International Sales
Microdyn-Nadir GmbH
Rheingaustrasse 190-196
65203 Wiesbaden
Germany
Tel: +49 611 962 6001
Email: info@microdyn-nadir.de
www.microdyn-nadir.de
Literature
Gutknecht, Weidelener, Baur and Krause, 2 ½ Jahre Betrieb der großtechnischen Membranfiltrationsanlage (Hohlfasermodule) in Rothaus – Betriebsergebnisse, Praxisbewertung und Vergleich mit einer Pilotanlage aus Flachmembranmodulen, Proceedings DVGW & DWA Membrantage, 29.07.08, Kassel


