




The special way in which the Mutag BioChip™ works, together with its efficiency, can be readily explained in relation to the characteristic fluid bed process conditions. A prerequisite for the biological transformation of sewage water contents in the fluid bed is the immobilisation of the micro-organisms on the surface of the carrier.
The effectiveness of the biological transformation is determined by the carrier's ‘active’ surface. This requires a number of demands to be placed on the carrier. Firstly, there must be sufficient protected surface to enable the micro-organisms to survive and multiply in these areas. Secondly, it is necessary to realise maximum mass transfer (substrate, oxygen and metabolic products) between the micro-organisms and the sewage water. At first glance it would appear that fulfilling both these requirements simultaneously in process terms is contradictory, however, this can be challenged.
Firstly, there can be considered to be an error in maximising the volumetric surface (in m2/m3 carriers). It is of course possible to produce extremely porous carriers, but it is also a fact that these pores must be accessible to the micro-organisms as a potential colonisation surface. It is easy to see that this is scarcely possible for cavities inside a carrier. If, as is commonly the case, the transformation efficiency is correlated against the porosity, this represents a fatal distortion of the actual conditions.
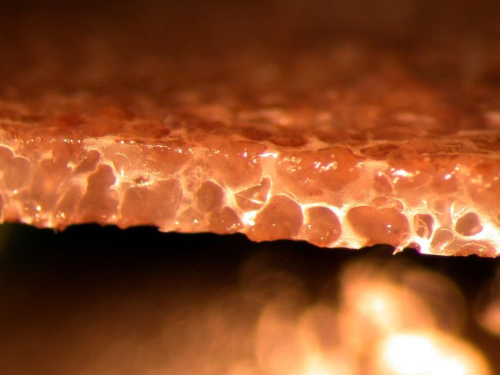
This is different in the case of the Mutag Biochip™. Here, a relatively thin and largely open carrier provides an extremely large surface in which the micro-organisms can form colonies in protected pores, but at the same time still remain in intensive contact with the surrounding fluid (sewage water). Consequently, the micro-organisms can be optimally supplied with nutrients and the metabolic products are efficiently transported away, which at least partially explains the effectiveness and high degradation efficiency of the Mutag BioChip™. The active surface of the Mutag BioChip™ is more than 3,000m2/m3 (see Figure 1 and Figure 2).
In addition, there is a limitation of the biological transformation by the ‘thick’ biofilms due to siltation and ‘non-biological’ impurities. Even if a high microbial population density can become established on a carrier, if the structure and/or geometry of the carrier is unsuitable, the mass transfer into the ‘deeper’ layers of the biofilm is reduced. Consequently, the degradation efficiency of the immobilised biological system is continually reduced over the operating time.
Figure 3 and Figure 5 illustrate how this can appear for various carriers and carrier geometries. The consequences of a carrier blockage are not hard to imagine. However, the countermeasure is very simple. The special geometry of the Mutag BioChip™ enables the hydraulic shear forces acting on the surface to be intensified and a self-cleaning process to be initiated, which constantly renews the carrier's active surface. This effectively prevents limitation of the biological efficiency due to mass transfer resistances.
Problems with the distribution and mixing-in of the carrier are prevented by the parabolic shape. In order to optimise the mass transfer the Mutag BioChip™ is shaped like a parabolic disc. Although this has an uncontrollable motion profile from a flow mechanics point of view, this has proven to be extremely positive in this case. In addition to the increased level of turbulence, which has the direct effect of increasing the mass transfer, the mobility of the individual carrier in the cluster is effectively increased. This results in a homogeneous distribution of the carrier within the entire reaction space, thus enabling the formation of ‘dead zones’ to be effectively reduced.
Operational results
Of course, theoretical observations require verification of the forecast advantages within a confidence-building time frame. There is currently three year's worth of operational experience with the Mutag BioChip™, during which time it was in some cases possible to operate systems in parallel in order to compare the Mutag BioChip™ with conventional carriers. Using a number of examples, it is possible to document the efficiency of the Mutag BioChip™. The results are of a fundamental nature, which enables them to be applied to other types of sewage water and other applications.
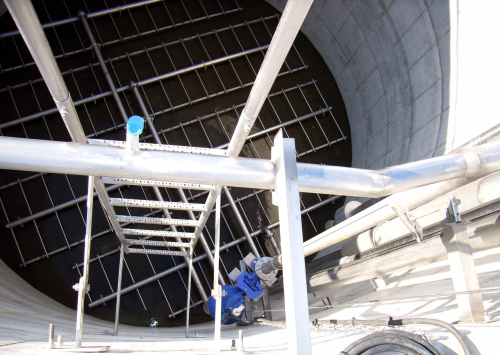
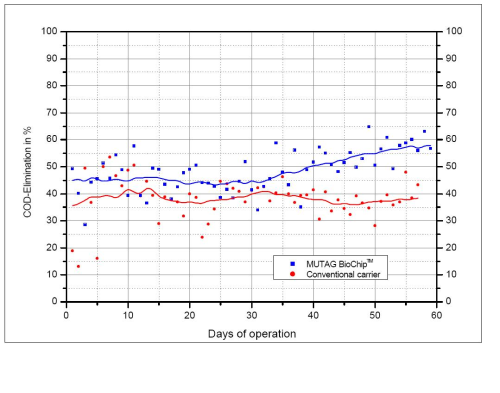
In relation to the direct performance comparison, the extension of a high-load stage provided valuable results for treating the sewage water of a paper mill. In this case, the central task is to increase the system capacity from 25,000 kg COD/d to 50,000 kg COD/d, and at the same time to maintain paper production throughout the construction work. For this reason, the following procedure was chosen. Initially, the existing high-load reactor filled with conventional carrier continued in operation, with a second similar tank being set up in parallel. Following completion of the installation of the mechanical equipment (see Figure 6 and Figure 7), around 7% of the old reactor's carrier volume was put into the new high-load reactor in the form of Mutag BioChip™s for the purpose of initial orientation, after which the same volume of sewage water was fed to both high-load stages. Following positive findings, the BioChip volume was increased in a second step to 11 vol. % of the carrier that would be required. Figure 8 shows the results that were then obtained. The Mutag BioChip™ reactor then attained the same degradation efficiency as the old reactor, which meant that it was not necessary to increase the BioChip volume further. This demonstrated an almost tenfold increase in the degradation efficiency of the Mutag BioChip™ in direct comparison with the conventional carrier.
Based on these findings and the stable operating results of the new Mutag BioChip™ high-load stage, the old reactor was taken out of operation and converted. Both stages are now equipped with the Mutag BioChip™ technology, and reliably deliver the required effluent values. In the future, at least 1,000 m3/h of sewage water will be treated in this installation and a performance increase of the low-rate activated sludge biology is also planned.
A further example of the efficiency of the Mutag BioChip™ for nitrogen elimination can be demonstrated in the nitrification stage of a coking plant sewage water treatment plant. These streams are considered difficult to treat and can only be cleaned with multiple biological stages. Particular demands are placed on the transformation rates and this applies specifically with regard to the reactor sizes that can be installed and controlled. Such plants with Mutag BioChip™s have been in continuous operation for more than two years. The largest have a nitrification capacity of around 100,000 population equivalent (PE) and 55,000 PE. Degradation rates of 4–5 kg NH4-N per m3 of carrier volume are consistently achieved. And this is despite the fact that the Mutag reactors are smaller by a factor of 5 than the activated sludge tanks that are otherwise required.
Outlook
The Mutag BioChip™ has proved to be very adaptable as far as its use in a variety of media is concerned. This applies equally to the elimination of organic compounds (measured as CSB) and nitrogen compounds (e.g. ammonium).
The properties described and the operational results of the Mutag BioChip™ illustrate the advantages of this carrier compared with conventional materials. This applies equally to associated system components, such as aeration and retention devices, which optimally support the advantages of the BioChip.
In these projects the sewage water treatment capacities were decided in the planning stages. The central task was to make the changes without structural modifications and ‘only’ by replenishing the carrier as necessary. In terms of the process, there are limits here that in the first approximation can be reduced to the maximum possible carrier filling ratio. Therefore it is possible for the Mutag BioChip™ system to achieve an almost tenfold increase in the extension reserve compared with conventional systems.
This is particularly good news for owners of existing plants. Operators are often faced with the problem that extensions can only be approved if the pollutant load remains unchanged. By using the Mutag BioChip™ system, these plants can be upgraded relatively easily, quickly and economically. This is also true even if there are long distances involved, because the transport costs for the carrier are lower than usual by a factor of ten.



