
In order to meet the increasing requirements for flexible, biological wastewater treatment plants, basic engineering is now available as a franchise concept. This offers highly effective containerized units with the highest flexibility at the smallest footprint requirement.
In order to meet the globally increasing requirements for flexible, biological wastewater treatment plants, Multi Umwelttechnologie AG (Mutag) is now offering its basic engineering support in the form of a franchise-concept. In this way, companies engaged in marketing and/or operating this technology, or being interested in using this technology as additional know-how can benefit from Mutag’s many years of experience and development work.
In Germany, the production of standardized water treatment plants is not profitable due to high manufacturing and transport costs. Instead, steel structures and the pipework are manufactured at the site in the country where the plants are needed; such plants can be produced at significantly lower costs and contribute to the development of the host countries. The franchise concept allows companies in these countries the possibility to use the long-term know-how and basic engineering guidelines. The plants will not require any additional development nor highly-skilled operating staff.
Flexible plants Thanks to the franchise concept, the production and the operation of compact, flexible wastewater treatment plants is a possibility for price-conscious markets and developing countries. It is essential that highly efficient and flexible plants can be produced and operated directly on the spot. In this way, any potential further costs can be kept as low as possible.
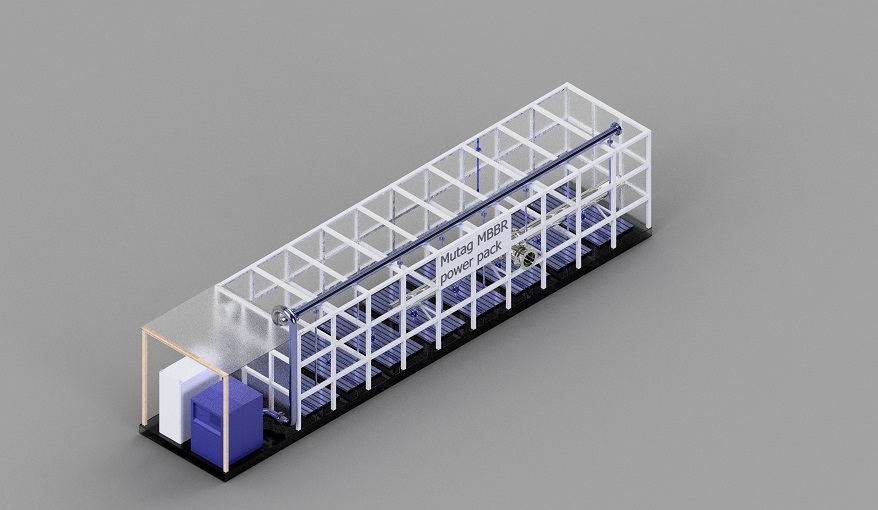
A MBBR (moving bed biofilm reactor) power pack unit from Mutag comes in the framework of a 40 ft container with the dimensions 12.0 m x 2.3 m x 2.5 m (L x W x H) and is designed for municipal wastewater treatment at a capacity of 2,400 m³/d, load of 6,600 PE and 400 kg/d BOD at 15°C. The performance of the Mutag MBBR power pack unit at the same MBBR reaction tank volume is much greater than other containerized plants of comparable in size.
The result is that only one Mutag MBBR power pack™ unit will be required instead of two or even more containers. Further, additional costs can be reduced further by providing savings in both capital and operational expenditure.
Franchise benefits The franchisee is not only supplied with the Mutag BioChip high-performance carrier media and the membrane air diffuser panels. They can also benefit from Mutag’s long-term know-how of MBBR-process-and application technology, biofilm-technology and support.
This starts with the plant design right up to the calculation and layout of the particular components. Also included, are the design of retention screens, mass balance, flow-sheets, basic P&ID, datasheets of equipment components and construction plans are included in the scope of supply of the franchisor, Mutag.
Of particular importance is the operational support after the construction of the plant. Here, the franchisor Mutag provides complete commissioning- and operation-manuals, as well as documents. Operating staff are supported by means of evaluation of the operating data and by giving recommendations for an optimal plant operation.
Removal efficiency The removal efficiency in the smallest possible MBBR reaction tank (volume) can be enhanced by combining selected components. By using membrane aeration panels, very fine-bubbled process air can be supplied, ensuring that the oxygen quantity required for the high biological removal performance can be transferred into the water. If the supply of this high oxygen mass cannot be ensured, the aerobic removal process will not take place.
It is important that sufficient active biomass is maintained inside the MBBR tank in controlled manner. Compared to other carrier media in containerized plants, controlled biomass growth is realized by using the Mutag BioChip carriers. It is essential that the biomass fixed in the pore structure of the approx. 1.1 mm flat chip (disc) is being supplied sufficiently with substrate and oxygen from both sides by diffusion. Consequently, the entire biomass is kept active and no inactive sludge will clog the pores.
Optimally controlled Because of the smooth contact between the carriers in the moving bed bio-reactor, the biofilm (biomass) inside the pore system of the biochip is constantly kept at a layer thickness of approx. 0.5 mm on both sides of the biochip. Any excess biomass is sheared off. Hence, the defined depth of the pores ensures that the biofilm is optimally controlled in its thickness and provides hence a very high biological activity.
This effect provided by the Mutag BioChip is unique in its nature. It is surprising to see that this positive effect with advantageous nature is rarely recognised among experts. Contrary to the Mutag BioChip, the biomass on other carriers made of PE is highly susceptible to being flushed off the carrier surface. Furthermore, the biofilm on such carriers cannot be controlled in thickness. The positive, advantageous effect of the Mutag BioChip is impossible to reach with injection-molded plastic carriers.
BOT models Along with the cost-saving benefit provided through the production of the plant components (pipework and steel structure) in the destination countries, the plant operation by the franchisee is made possible or simplified due to the support provided by the franchisor (Mutag).
Furthermore, Build, Operate and Transfer (BOT) models are also possible. In such cases, the plants are arranged on foundations and not attached to the ground. Whenever required, these plants can be dismantled and be re-installed for further use at another location. This is what makes the Mutag MBBR power pack™ suitable for temporary applications, e.g. worker camps in the mining industry or in the oil and gas exploration sector, or military camps, etc.
Containerized concepts In the overall concept, there are different standardized components available, consisting of MBBR technology for COD/BOD removal, nitrification or Anammox process. For the denitrification process, containerized MBBR units with optimized mixing equipment are available.
According to the application requirement, the standardized modules can be arranged in individual combinations in order to adapt the system for the respective application task. Depending on the respective demands and requirements, plant concepts for the application of MBBR/IFAS technology combined with MBR technology (membrane separation technology) can be provided.
The highest efficiency is reached by the combined application of the two key-components: the oxygen transfer system and the Mutag BioChip carriers. This combination allows for the highest possible biological removal rates in the smallest possible reactor volume, as well as for significant savings in capital and operational expenditures.
The production of units on the spot provides cost savings and promotes the wastewater infrastructure in the destination countries. At the same time, the franchisor Mutag provides support to the franchisee/operator in all process-technological, biological or operational matters.




