

Introduction
There are two main types of thermal desalination technology which can utilise waste steam or other forms of heat that are typically available in naval, marine and offshore applications. These are vapour (mechanical) compression and flash evaporation technologies.
Vapour compression boils feed water, the steam passing to a compressor where pressure and, more importantly, temperature is increased. The higher temperature steam is sent to a condensing tube bundle and condensed to distillate. In comparison, the flash evaporation process boils, or ‘flashes’ the feed water in a chamber which has a lower pressure and allows the feed water to boil at less than 100°C depending on the chamber pressure. The steam is then transferred to a condensing tube bundle where it is condensed to distillate.
Various categories of membrane desalination technology can be employed, the main technology being reverse osmosis (RO), a cross-flow membrane separation process providing a level of filtration down to ionic levels for removal of dissolved salts. Permeate is produced from the membrane with the majority of the dissolved content of the feed transferred to the waste concentrate stream. Depending on the quality of the feed water supply, RO membranes can be configured in a desalination system to give an overall concentrate stream flow typically 40% of the feed supply, equating to an overall system recovery of up to 60%. The salts present in the feed supply are then concentrated in the rejected concentrate stream.
Depending on the feed water available, additional membrane technologies may be incorporated as pretreatment technologies. Ultra filtration (UF) or microfiltration (MF) technology can be effectively used as a pre-treatment for RO depending on the nature and variability of the feed supply to the water treatment system. For example, oil could become present in the feed on offshore applications, which can damage RO membranes at oil levels as low as 1 mg/l. Hence, effective pre-treatment and associated testing/monitoring equipment is desirable.
Process design
Desalination systems are available to meet any duty from very small off-the-shelf units for domestic and commercial properties up to massive municipal drinking water applications in the 100 MLD range. In this article we are focusing on the following categories of equipment: • Portable systems - that can be carried by up to four people - typically treating 5-50 m3/24 hr. • Single containerized systems - typically treating >50 m3/24 hr for remote external applications. • Skid/frame mounted plant - with the same capacity as containerized solutions but for remote indoor applications on typically larger industrial sites.
We now look at innovations in thermal desalination technologies, portable membrane systems, and then compare the advantages of bespoke design with a standardized approach, drawing on various industrial case studies from a range of industry-leading suppliers.
Thermal desalination
Examples of systems utilising vacuum distillation for marine and offshore applications are available from Alfa Laval. Two main systems are produced, the Desalt units comprising the JPW and DPU series and the Aqua freshwater generator system.
For fresh water supply aboard ships the JWP series have been designed for automatic operation with continuous control of freshwater quality. For off-shore oil rigs, remote locations and locations where a plentiful supply of seawater is required for process applications, the DPU series provides a reliable return on waste heat. The JWP series portable systems cover a capacity range from 4 to 35 m3/24 hr, depending on heating medium and cooling water temperature. The DPU series covers a capacity range from 10 to 55 m3/24 hr, depending on the heating medium and cooling water temperatures.
Higher flows are achieved by the frame-mounted AQUA Freshwater Generator, which Alfa Laval claims can half the feed-seawater requirement, minimize pipework requirements and allow the installation of smaller seawater pumps whilst reducing installation costs, fuel consumption and CO2 emissions on larger installations.
AQUA units are designed for automatic operation in periodically unmanned engine rooms and other automated operations. They are suitable for installation on ships and offshore oil platforms, as well as in remote onshore locations. Jacket water, steam injection or a hot water loop can all be used as heating media.
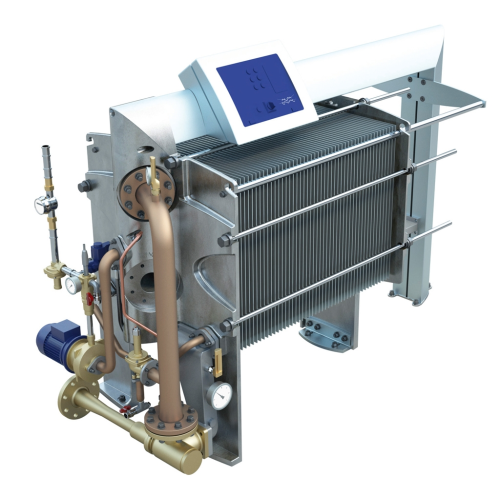
The system makes use of ‘3 in 1’ plate technology, incorporating evaporation, separation and condensation processes in a single titanium plate pack that also contains the process vacuum with no outer shell being necessary. The plate pack contains a flexible number of titanium process plates suspended within a frame, which comprises a carrying bar, frame plate and pressure plate. Design features include gaskets with rubber flaps which indicate the correct plate assembly, as well as distance pipes that ensure proper plate alignment and correct tightening. Connected to the plate pack is a combined system for feed water, condenser cooling water and ejector water. The system includes a freshwater pump and conductivity control sensor which ensures a stable product flow. Connections are provided according to DIN, JIS or ANSI standards.
A standard system is supplied with a range of additional options including a steam heating system with direct steam injection. Also, equipment for steam boosting and a hot water loop system can be provided. Freshwater pH adjustment and disinfection equipment can be provided along with an integrated cleaning-in-place (CIP) unit.
The use of corrosion and erosion resistant titanium, combined with an optimized process that inhibits natural scaling, ensures that the AQUA system needs little maintenance. Systems are fully tested both on and off shore, and are designed to last the lifetime of the marine application.
Feed water is taken from the flow of seawater coolant and enters the lower (evaporator) section of the plate pack, in which the plates are warmed by the heating medium. Here the water is evaporated at around 40-60°C in a vacuum of 85-95%, maintained by a brine/air ejector.
The vapour produced rises between the plates into the middle (separator) section of the plate pack, where any droplets of entrained seawater are removed. Gravity causes these droplets to fall back into a brine sump at the bottom of the AQUA unit. Only clean freshwater vapour reaches the top (condenser) section of the plate pack, which is cooled by the flow of seawater. Here the vapour is condensed into fresh water, which is pumped out by the freshwater pump.
Portable membrane systems
The Mechanical Equipment Company Inc (MECO) has designed the Lightweight Water Purifier (LWP) incorporating Koch Membrane Systems (KMS) technology for supply to the US Army. The system, which can be carried by four soldiers, can be easily transported to remote locations, and MECO claim it can produce safe drinking water from almost any available raw water source, including highly-turbid surface water, brackish water or seawater.
The US Army is utilizing the technology to support highly mobile military operations and humanitarian missions. Additionally, the LWP is also capable of purifying water contaminated with nuclear, biological and chemical warfare agents. The system is easy to operate allowing two operators to assemble and begin producing water in just 45 minutes.
Traditionally, desalination systems have been designed for conventional seawater salt concentrations of 35,000 mg/l total dissolved solids (TDS), however in the Middle East, the salinity is much higher, and in ‘waterholes’ in the desert it can reach 60,000 mg/l. MECO specifically tests each LWP to verify that it meets this 60,000 mg/l requirement, allowing them to claim the system can treat water sources, anywhere in the world.
The compact LWP unit will typically produce 12 m3/24 hr from fresh or brackish water and 7.5 m3/24 hr from seawater; sufficient production levels to support battalion-sized units in the field. LWP units combine two types of membrane filtration: UF membranes pre-treat the water prior to processing by RO membranes. This design replaces the US Army’s previous generation of portable water processing equipment, which pre-treated the RO feed water with multi-media filters (MMF) and disposable cartridge filters.
The MMF and cartridge filters posed several problems. They were only capable of removing suspended solids in the 1-5 µm size range, allowing some particulate breakthrough and quick fouling of the RO membranes. Also, the cartridge filters required frequent replacement, as often as every 30 minutes in some cases. This problem extended beyond the labour involved in replacing the filters. The continual re-supply of consumable items can be a logistical challenge, and quite dangerous in remote locations and under combat conditions.
The UF system employed eliminates the need to replace and re-supply disposable filters. Each system includes three 5 inch diameter KMS UF cartridges containing hollow fibre membranes. The membranes and the cartridge housing are both manufactured from polysulfone, a high strength polymer thermoplastic noted for its chemical stability under a wide range of temperatures. The UF membranes have a 100,000 Dalton nominal molecular weight cut-off that consistently produce filtrate water with turbidity of less than 0.1 NTU, a more than ten-fold improvement compared to MMF and cartridge filters. The UF membranes remove turbidity, suspended solids and pathogens from the feed water. The higher quality filtrate water prolongs RO membrane life and dramatically extends the time between RO cleans.
Prior to field deployment, MECO and KMS built seven prototype systems that were subjected to rigorous testing by the US Army, including 5,000 hours of operating time and 1,600 miles of cross-country transportation testing. The design and testing process led to important system refinements. For example, the challenge of designing a system that could sustain several freeze-thaw cycles was tackled, conditions that go well beyond the environmental requirements of most water purification systems.
“The KMS membranes have been remarkably resistant to fouling,” said John Klie, government business development manager for MECO. “We worked closely with KMS engineers to develop and optimize an automated backflushing method that has practically eliminated the need for chemical cleaning operations.”
Kyaw Moe, the MECO’s LWP programme manager, who provides training and technical assistance to the US Army, added, “I was recently in contact with members of the 10th Mountain Division headquartered at Camp Liberty, Iraq. They have been using the LWP in combat conditions for over a year, producing clean water without the need for a single chemical cleaning procedure.”
Bespoke versus standardized design
Bespoke desalination systems, either thermal or membrane based, are a specialty of EIMCO Water Technologies. Containerized and skid/frame mounted systems are produced for naval, marine, offshore and land based applications. The brand history, drawing on the experience of Caird & Rayner Clark designs, is over 100 years old.
Ian Barker, the desalination product manager at EIMCO, told us that their primary market is offshore platforms where the remote location and often harsh environmental conditions make reliability an essential feature. Barker said, “Each plant is bespoke, designed in accordance with a specific set of project specifications which define the process and mechanical design features and constraints.”
“As well as being safe to operate for the platform personnel, the integrity of our designs is essential to ensure that any plant discharges are within permitted levels. In some cases even discharge of concentrate back to the sea is prohibited and the use of chemicals is carefully monitored and kept to a minimum.”
Each desalination project has specific challenges. Floating platforms and FPSOs (Floating Platforms for Storage and Offloading) can be mobile so any plant design has to be adaptable and able to produce the required quality and quantity of water with a variety of feedwater specifications: 12,000 to 40,000 mg/l TDS being a typical range for offshore applications, with a temperature range covering operation from polar waters to tropical regions.
Oil exploration is continually stretching technological boundaries and, as the technology improves, oil fields in previously inaccessible locations are now becoming viable. Desalination systems have to be able to operate remotely, sometimes control being from a completely different platform within the same cluster. To operate reliably in the harsh conditions of arctic waters, a current hotspot for oil exploration, materials of construction, build quality and reliability are all critical factors.
Design considerations include accessibility for maintenance, allowance for insulation and trace heating, the use of exotic alloys such as super duplex stainless steels, hasteloy or titanium for seawater wetted parts. Pumps, vessels, valves and instrumentation all have to be sourced in accordance with internationally recognized specifications, often with supplementary project specific requirements. Because of the nature of the processes performed on oil platforms, all electrical equipment and instrumentation usually has to be Hazardous Area rated.
Barker added, “It is the willingness to design each plant as a one off in accordance with the particular environmental and process conditions likely to be encountered by the platform that has made EIMCO a market leader in this field.”
In comparison to EIMCO, RODI Systems, for example, also design and build containerized membrane desalination systems incorporating UF and RO technology but they supply lower cost standardized systems for a wider range of applications including emergency relief, small communities, remote industrial installations, static military facilities, hotels, holiday resorts, housing developments and camp sites.
Their PureBox Desal water treatment systems are built inside standard ISO containers (see Figure 4) that have been specifically modified for water treatment applications. This results in a fully self-contained system that can be delivered to a site and put into operation with a minimum of site preparation, only piping and electrical connections being required. Systems are automatic modular standardized units allowing expansion as required by adding additional containers. Thin film RO membrane elements from manufacturers such as KMS, Dow Filmtec, Hydranautics, and Toray are utilized.
A ‘basic’ system is offered with a variety of optional upgrades, allowing customization by the end user for particular applications. For example remote monitoring via the mobile phone network or satellite is available. Also, RODI utilize efficient Danfoss APP positive displacement pumps with optional energy recovery devices. These options save power by recovering energy from the high pressure brine exiting the system. The energy recovery option offered on smaller systems consists of a reverse running pump connected to the shaft of the motor powering the high pressure pump. Energy from the brine pressure assists the motor in pressurizing the feed water to the system. On larger systems, various options are available for energy recovery.
Conclusions
We have seen above that a range of small and effective thermal and membrane technologies can be employed for desalination in remote locations. For standard applications, proprietary equipment is readily available but capabilities also exist to take into account a range of specifications and design parameters to deliver bespoke systems on more challenging applications, such as on active military and offshore projects, where extreme conditions and hazardous environments are encountered.





