Nanofibres, fibres having diameters of less than 1μm, have the potential to improve many products for numerous applications. While glass nanofibres have been available for some time and are used commercially in wet laid filtration applications, there is a recent trend for rapid technology development related to the production and application of polymeric sub-micron fibres. Nanofibres offer unique physical, mechanical, and electrical properties associated with their very high surface area and small pore sizes in nanofibre-nonwoven mats in comparison with commercial textiles. Nanofibres can significantly improve the mechanical efficiency of both liquid and aerosol filters, with a limited increase in the pressure drop depending on how they are applied. The surface-specific functionality and high surface area of nanofibres have already been used in nanoparticle filtration and heavy metal decontamination. In addition to filtration applications, polymeric nanofibres are being used in many commercially-available products, including acoustic insulation, battery separators, performance apparel and medical textiles.
Existing technologies
Currently there are two main commercial technologies available for polymeric nanofibre production – melt blowing and electrospinning. However, now there is a new commercial option - Xanofi’s liquid-based XanoShear™. Melt blowing and other similar approaches are based on mechanical drawing of polymer melts. Polymers are extruded from dies and stretched to smaller diameters by high velocity, heated air streams, or centrifugal force. Companies involved in this area include Hills, Fiberio and DuPont, while others offer nanofibre equipment or nanofibre-enabled products based on this technology. Electrospinning uses electrostatic, rather than mechanical forces to draw the fibres. Electrospinning can produce the smallest fibres (~40 nm in diameter) with narrow fibre diameter distributions, and is the only technique that can produce sub-micron fibres from most polymers. Companies involved in selling machines or providing nanofibrebased solutions using electrospinning technology include Elmarco, Finetex, eSpin Technologies, Donaldson, Dienes Apparatebau GmbH, SNS Nanofiber Technology, Ahlstrom and TopTec. Current filtration products on the market that incorporate nanofibres include Ultra-Web™ from Donaldson, NanoWave™ from Hollingsworth & Vose, Technoweb™ from Finetex, and ProTura™ from United Air Specialists (a Clarcor company). These substrates promise higher particle efficiency, longer life and lower pressure drops compared to filters without nanofibres. Despite the potential, the application of polymeric nanofibres has been limited due to low nanofibre production throughput and not being able to efficiently integrate nanofibres into high speed manufacturing processes. There is an acute need to produce nanofibres in high volumes and at low costs, so they can be integrated and applied in more filtration products.
XanoShear
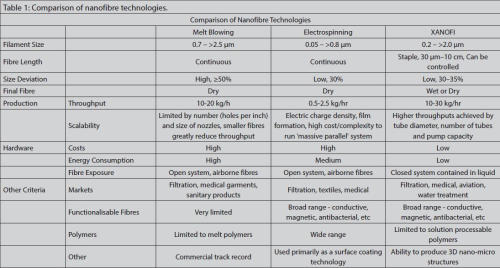
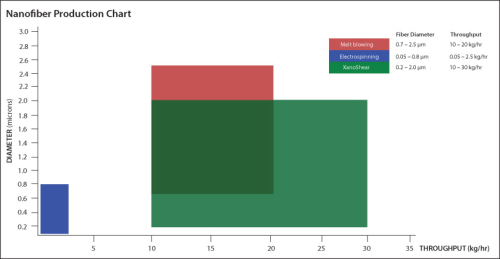
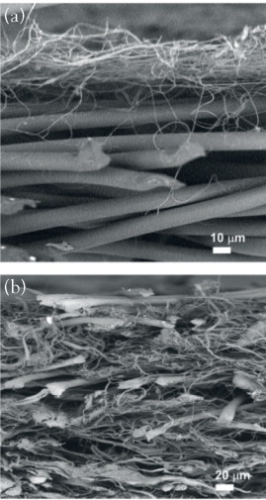
Xanofi, a company started in 2010 based on technology invented at North Carolina State University (NCSU) in the USA, has recently developed XanoShear™ as a novel high-throughput method for the continuous production of staple polymeric nanofibres. The technology is based on antisolvent-induced precipitation of polymer solvent droplets under shear. The polymer droplets extend in parallel under shear stress and precipitate due to the antisolvent in the bulk of the liquid, forming staple nanofibres of short lengths (10 mm – 10 cm). These fibres can be further milled to shorter lengths allowing the fibre length to diameter (L/D) aspect ratios to be controlled. The XanoShear™ process is similar to typical wet spinning where a polymer dissolved in a solvent is drawn through a solution containing an antisolvent. However, unlike wet spinning which can achieve minimum fibre diameters of ~10μm, the ability to draw very thin fibres comes from the ultra-low interfacial tension between the polymer solution droplets and the medium, allowing a high degree of stretching of the droplets and generation of nanofibres. The XanoShear™ platform has many advantages, including high scalability, the ability to functionalise fibres by integrating nano- and micro- particles during nanofibre formation, and the ability to integrate nanofibres with microfibres at full production speeds. Also, the platform provides a closed system that uses less energy without the discharge of any materials into the environment for green manufacturing. XanoShear™ technology has been scaled up as a closed-loop chemical process to produce bulk nanofibres, whereas in melt blowing and electrospinning nanofibres are typically simultaneously produced and applied to a product. Xanofi does not sell machines, but partners with companies to develop new products. A major company focus has been on process/production scale up to maximise output. In the current scale, bulk nanofibres (average diameter ~300-500 nm) can be produced at rates of 10-30 kg/h depending on the polymer used. At the next scale, the target production rates will be 10-20 times higher (100-600 kg/h), and even higher. Table 1 shows a comparison of the current commercial nanofibre technologies with Xanofi’s XanoShear™ method. Key criteria related to fibre diameter, fibre length, fibre diameter deviation, fibre state, production and hardware issues are listed. Figure 1 lists fibre size diameter by production throughput. In both melt spinning and electrospinning technologies, nanofibres are typically applied onto a base microfibre substrate as a surface coating as shown in the scanning electron microscope (SEM) image in Figure 2a. Nanofibre production rates for melt spinning and electropsinning depend on fibre size diameter and surface coating basis weight in grams per square metre (GSM). Melt blowing has produced submicron (500 nm) diameter fibres. The throughput for 1 μm melt blown polypropylene fibres is up to 20 kg/hr, but for smaller fibres it is lower. The rates are 1.6 and 6.5 kg/hr for 250 and 500 nm diameter fibres, respectively [Wilkie, A.E. Mass production of Nanofibers by Melt Spinning Methods. Paper presented at Nanofibers for the 3rd Millenium Conference. Raleigh, North Caroilina, USA (August 2010)]. Commercial operations of melt blown fibre production are typically restricted to fibres thicker than 2 μm. Another disadvantage of the technique is that it is limited to melt-processable polymers. Electrospinning is a slow and costly process and has been commercially available since 1981. Production throughputs are low at 0.17 kg/h and up to 6.5 kg/h for multi-nozzle electrospinning utilising multiple machines. The process is energy-intensive with operating voltages ranging from 5-20 kV and 30-120 kV for nozzle and nozzle-less electrospinning, respectively. The process produces a largely two-dimensional structure that lacks depth or z-directionality and is mainly used for surface loading of substrates (Figure 2a). Electrospun nanofibres tend to be fairly weak and can be easily damaged or dislodged from the substrate. A major advantage of the XanoShear™ process is that all solvents and other liquids (viscous, shear-imparting medium and antisolvent) are recovered through distillation and then recycled and reused to minimise waste. Solvents used in the electrospinning process are difficult to recover and reuse. Melt spun or electrospun nanofibres are produced in a dry state and are of longer continuous lengths (>20-50 cm), so they cannot be readily dispersed in liquids because they entangle with each other. XanoShear™ nanofibres, once formed, are wet-milled to short cut lengths, ranging from 30 microns or greater. The fibres are further filtered from suspension, washed thoroughly to remove solvent and then dried. Due to their lower L/D aspect ratios, Xanofi’s staple nanofibres can be uniformly dispersed into liquid media, which allows for usage in wet lay technology. Several applications in filtration have already successfully incorporated nanofibres using XanoShear. Commercially, it is well known that sub-micron glass fibres are wet laid into nonwoven filtration mats. Xanofi’s nanofibres can be wet laid by mixing them with synthetic polymeric microfibres throughout the loft of a substrate (see SEM image in Figure 2b). Working with nonwoven industrial partners, Xanofi has recently formed filtration substrates on commercial manufacturing lines containing a basis weight density of 2-10 GSM of nanofibres integrated with synthetic and glass microfibres.
Performance
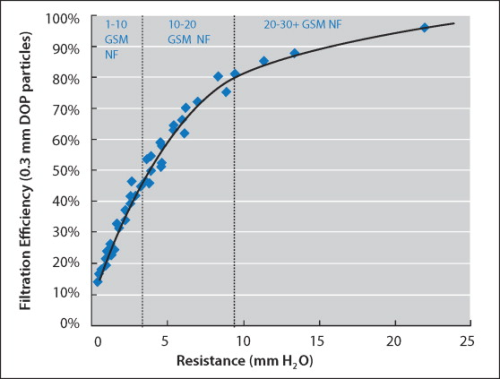
Xanofi has initially evaluated performance of its bulk nanofibres in filtration products. In Figure 3, filtration efficiency versus resistance data (tested at NCSU at a face velocity of 5.35 cm/s for capturing 0.3 μm dioctyl phthalate [DOP] particles) obtained by forming handsheets containing nanofibres integrated with staple polyester microfibres (0.5-6 denier in size) shows improvement in filtration efficiency. The base substrate filtration efficiency improved from 15% to 45% with the addition of 1-10 GSM nanofibres integrated throughout the loft of the substrate, from 45% to 81% with 10-20 GSM nanofibres, and 81% to 99.99% with 20-30+ GSM nanofibres. At similar test conditions, melt blown nanofibres (average diameter 334 nm) have yielded more than a double in mechanical filtration efficiency, from 40% to 80%, with the addition of 10 GSM nanofibres as a surface coating. The pressure drop increase is 29 mm H2O with an add-on basis weight of 40 GSM nanofibres to obtain 99.98% filtration efficiency. These results are similar to the wet laid results Xanofi has obtained. Air filtration results from Elmarco’s electrospun nanofibres [Elmarco: Nano for Life. Online presentation (2008). http://czech.nsc.gov.tw] show that the basis weights needed to improve filtration efficiency are much lower, likely due to the smaller fibre diameters and formation as a tight web. For a basis weight add-on of 0.03 GSM of nylon 6 nanofibres (100-200 nm diameter) as a surface coating, results indicate a filtration efficiency increase from 24% to 90% of 0.3 μm particles with a pressure drop of 28.7 mm H2O. However, capital costs in general of electrospinning equipment to achieve low manufacturing line speeds (surface coating rates of < 50 m/min) are significantly high (from $500,000 to over $4 million). Although Xanofi does not sell commercial equipment, hardware costs are almost a full order of magnitude lower than either electrospinning or melt blowing hardware. In late 2012, Xanofi launched its first commercial machine based on the XanoShear™ technology platform. The machine is a unique high yield, liquid-based platform for nanofibre production. Xanofi is actively developing products through wet lay manufacturing and optimising its closed loop chemical process. Xanofi plans to launch a number of co-developed filtration products in 2013 through to early 2014: • Filters for rail applications, • High loft MERV 11 and high efficiency MERV 16 filters, and • Liquid filtration products for depth filtration applications. Xanofi currently supplies nanofibre-based products for development efforts in many different industries, including filtration, acoustics, speciality fabric and performance textiles, energy storage, medical, and others. The company’s primary commercialization goal for air and liquid filtration applications is to develop and produce an efficient and reliable filtration technology for customers at low cost. Xanofi currently is working with companies that design and manufacture filtration products to develop innovative products. Also, Xanofi is working on custom development of polymers to form nanofibres for filtration and other applications. As a platform technology, Xanofi’s nanofibres have a broad range of market opportunities in traditional and emerging segments of industries.


