
![Figure 3. Specific filtration rate versus gypsum product dryness of conventional drum filter, horizontal vacuum belt filter [10] and YU drum filter [11].](/media/h0kktj4z/c49b9563-90ea-4c8c-9fd0-bdefa2e1ef08.jpg)
Gypsum slurry is mainly dewatered by a two-stage process. During the first stage the slurry is pre-thickened and partly classified by a set of hydrocyclones. In order to arrive at a commercially useful product, which can be used in the building industry, the water content of the gypsum product needs to be below 10%wt. Moreover, other soluble constituents also need to be removed, for example, the chloride content needs to be below 0.01%wt. Today horizontal vacuum belt filters or vertical peeler basket centrifuges are almost exclusively used.
Preferably horizontal vacuum belt filters are used when the requirements in terms of product dryness are only moderate. When large throughputs need to be handled, vacuum belt filters are sometimes favoured over centrifuges, since vacuum belt filters can be built with an active filtration area of up to 100m2 and investment costs are lower.
Vertical peeler centrifuges are preferred when a high product dryness is required. Since these centrifuges can be operated very flexibly, they are often favoured when the process conditions are fluctuating, i.e., there is variable gypsum quality and/or changing throughput capacity. When only limited space is available, centrifuges are superior due to their smaller footprint. Moreover, these centrifuges do not necessarily require a pre-thickening stage and the slurry from the wash tower can be fed directly into the centrifuge.
Other technologies such as decanters or vacuum drum filters may also be used successfully but in specific circumstances only.
Introduction
Wet scrubber processes are most commonly used for flue gas desulphurisation (FGD). As well as SO2 and SO3, HCl and HF, fine particulate matter and some air-borne toxins can be removed simultaneously [1]. Wet FGD technologies can be grouped into those that use calcium-based sorbents, magnesium-, potassium- or sodium-based sorbents, ammonia, and seawater. In particular, limestone-based gypsum processes dominate for large scale coal fired plants. They utilise a fairly inexpensive and widely available sorbent – limestone. The processes are very reliable and most importantly the efficiency reaches up to 99%. In addition, they can produce a by-product (gypsum) that can be sold for plaster, cement and plasterboard. Irrespective of whether the product is saleable or it is intended to be disposed off in landfills, for example, the slurry needs to be dewatered. Economically, mechanical dewatering is favoured over a thermal drying step [2]. A thermal drying step can be required as a finishing step depending upon the required final product dryness.
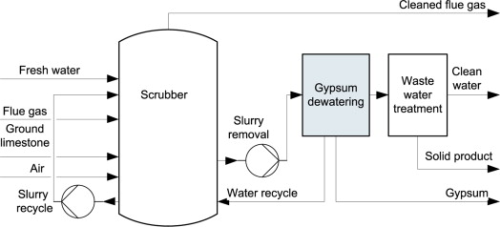
Figure 1 shows a typical simplified flow sheet of a wet limestone forced oxidation (LSFO) process. The slurry that is removed from the scrubber might contain solids in the range of approximately 15%wt.
In order to operate the FGD process continuously the solid product, mainly gypsum but also other materials in the flue gas, needs to be removed from the process. Gypsum is preferably removed during the gypsum dewatering stage that is discussed in more detail later. The overflow from the gypsum dewatering stage enters the wastewater treatment stage with approximately 2%wt. solids.
The other compounds are handled in the water treatment plant in various chemical and physical stages before clean water can be discharged. Chemicals as well as polymers are added to alter the pH value, adjust the COD (chemical oxygen demand), precipitate and enhance settling of particles in a clarifier. The overflow of a clarifier may be polished in a sand filter, while the thickened sludge is dewatered by a recessed filter press where a solid cake is produced [1] and [3]. The discharged water is usually required to contain less than 0.2%wt. solids.
Gypsum dewatering process stage
High quality limestone that is finely ground (typically 90% is smaller than 45μm), excellent flue gas particle removal upstream of the scrubber and a low calcium sulphite content are pre-requisites for producing high quality gypsum. In order to qualify as a valuable gypsum product not only is the water content relevant (certainly below 10%wt. but often as low as 6-8%wt.), but the composition, crystal size and shape, and the whiteness are also important. The handling properties are also relevant. Gypsum with a water content that is too high tends to build bridges in silos and cannot be discharged smoothly. In order to meet the stringent requirements regarding the trace compound concentrations, a thorough washing step is required to remove mainly chlorides (less than 100 ppm), as well as heavy metals (for example lead) and other soluble salts such as magnesium and sodium. The calcium sulphite content needs to be lower than 5%mol, based on total calcium sulphate and sulphite.
Ideal gypsum particles – CaSO4·2 H2O crystals are round and larger (mean particle diameter in the range of 40-90 μm) – settle much faster than other constituents. Depending on upstream process conditions they may also form plate-like and needle shapes with much higher remaining moisture limits at 14-18% and above 18%, respectively.
Hansen et al. [4] gives the particle size of the slurry from a wet large scale FGD plant and refers to the tail of fines as residual reactant, i.e., limestone, reactant impurities, fly ash in the flue gas and impurities in the process water. Furthermore small gypsum particles are also found in this fraction, which is in part due to particle breakage or attrition. When the calcium-sulphur product is not fully oxidised, calcium sulphite (CaSO3·½ H2O) is produced that forms small, plate-like crystals with a high water retention capacity and rather poor settling properties [5].
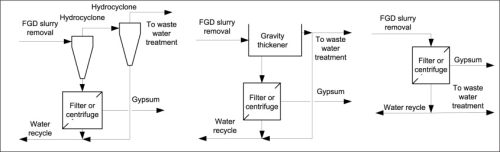
Figure 2 displays three different simplified flow sheets for the gypsum dewatering stage. Hydrocyclones [1] and thickeners are employed for pre-thickening to give a feed of 35-70%wt. solids, although often their task is more of a classification, i.e., preferential removal of large gypsum particles. Pre-thickening might be necessary for optimal operation of subsequent filters or centrifuges. But of course centrifuges and filters can also cope with a more dilute feed which might render a pre-thickening unit useless [6]. While decanters are generally not used for classification in this application, basket centrifuges can separate the easily settling fraction (gypsum) and the lighter fraction during the (over-) filling stage.
Hydrocyclones are often preferred over gravity thickeners due to their smaller footprint and a more flexible way of adjusting a more distinct cut-size. But thickeners might have the advantage that a very clear effluent can be obtained by adding flocculating agents, for example. This has advantages for the subsequent wastewater cleaning stage, but basically prohibits the production of a high grade gypsum product [7].
Machines for dewatering gypsum
Table 1 gives a qualitative comparison of different filters and centrifuges used for gypsum dewatering. Other filters or centrifuges have also been tested for this application but they have not been accepted. Filter presses, mainly membrane filter presses, promise a better dewatering result but are intrinsically discontinuous. Pressure filters, especially when combined with steam drying, give excellent dewatering results with a dryness of 96% but washing turns out to be insufficient [2]. In addition, pusher centrifuges were considered as an option since they operate continuously and combine both filtration and sedimentation functions. The solids handling rate is generally not an issue but only moderate dewatering results make this machine unsuitable for this application. Often solids loss through the filtrate was unacceptably high. The general set-up and operational principle of these machines have been known for many decades. Guidelines for their applications have been published for filters [8] and for centrifuges [9].
| Machine type | Mode of operation | Product dryness | Washing performance | Filtrate quality | Capacity | Costs | |
| 1 | Vacuum drum filter | Continuous | - | - | + | - - | - |
| 2 | YU vacuum drum filter | Continuous | + | + | - | + + | - - |
| 3 | Horizontal vacuum belt filter | Continuous | + | + | + | + | + |
| 4 | Decanter | Continuous | - - | - - | - - | + + | + + |
| 5 | Vertical basket centrifuge | Discontinuous | + + | + + | + | - | - |
Table 1. Qualitative performance comparison of different dewatering equipment for gypsum.
Since gypsum has a high density and appreciable particle size both filtration and sedimentation are suitable for solid-liquid separation, allowing a large variety of machine types to be used. Currently, horizontal vacuum belt filters are mainly used for bulk applications and vertical filtering basket centrifuges for high end applications. However, historically decanters or drum filters have also been used or continue to be used under special circumstances, for example, when a high product water content or low washing efficiency are acceptable [7].
While a conventional horizontal drum filter is generally operated in the range of 0.5-3 rpm, the so called YU filter operates at a much higher speed of up to 30 rpm. Of course, the solids of the slurry need to be fast filtering and the design of the filter is different. The conventional filter is based on a multi-cell design, while the YU filter is a single cell design. Consequently in a YU filter the cake is much thinner compared with the conventional one, which results in generally better cake washing performance and cake dryness under the premise that the cake does not tend to form cracks. Moreover, the footprint of a YU filter is also much smaller compared with a conventional one but the single compartment design results in higher manufacturing costs. The filtrate may contain approximately 0.5-1.5%wt. solids.
Horizontal vacuum belt filters on the other hand have a large footprint and comparable dryness but the washing efficiency is generally at least as good but usually better when compared with drum filters. However, the dryness that can be accomplished practically is limited and is determined by the residence time, cake thickness and differential pressure, which is in the range of up to 0.7 bars. The trend in the development of horizontal vacuum belt filters is towards larger unit sizes, i.e., 120m2 all the way up to 200m2 and more. Of course this includes both wider and longer, and therefore faster rotating, filter belts. Providing homogeneous vacuum conditions across a filter width of, for example, five or more metres by one central vacuum box and at the same time allowing homogeneous filtrate drainage is important and requires adequate design.
Figure 3 gives a good comparison between the three different filter types (numbers 1 to 3 in Table 1) based on the specific filtration rate as a function of the solid concentration of the product. While the data on the conventional drum filter and the horizontal vacuum belt filter are based on the same slurry and comparable washing efficiency, the data from the YU filter relates to a different slurry, filter media and wash temperature. Nevertheless it is obvious that the specific throughput of the conventional drum filter is only approximately 50% of that of the horizontal vacuum belt filter, which in turn handles only approximately one-third that of the YU drum filter. However, higher costs for the YU filter have prevented its installation for this application and horizontal vacuum belt filters are preferred instead.
Compared with the filters, a decanter operates at a higher centrifugal force, up to 4000 times gravity. Thus the required residence time for separation is very short and the throughput is high, based on the footprint or the equivalent filtration area. But the centrate quality is often worse, approximately in the range of 0.1-3%wt. and the cake dryness might be lower in the 45-75% range [7]. With a reduced solids feed concentration, the centrate quality improves but the cake dryness worsens and vice versa. Cake washing is generally not an option, which renders the solid product useless for high quality gypsum products.
Vertical basket centrifuges operate at comparably lower g force, i.e., below 1000 times gravity. Vertical basket centrifuges are generally less expensive than horizontal ones. Therefore vertical basket centrifuges are favoured for this application since the advantages of a horizontal version comprise better machine cleaning, easier product change and easier separation of the process from the mechanical zone, which are not relevant for gypsum dewatering [12]. Filtration combined with sedimentation at higher g force results in ultimate dryness [13]. Moreover, discontinuous operational mode allows the various steps of filtration, washing and drying to be prolonged in principle indefinitely, although this would be at the expense of throughput. The combination of operations and unconditionally adjustable residence times explain the ultimate performance in terms of cake dryness and wash efficiency. Discontinuous operation also allows the option to discharge a lighter fraction separately during the filling step. Here the basket is basically overfilled and the lighter fraction is preferentially discharged at the basket rim where it can be recycled to the scrubber or discharged separately. Such a decantation of the lighter fraction is particularly beneficial since these compounds (some of them metal hydroxides) tend to form a fairly dense layer on top of the filter that limits subsequent filtration substantially. Measurements showed that the peeler centrifuge does not act as a classifier that would allow for a preferential discharge of the smaller gypsum or unreacted limestone particles through the filling stage. The gypsum particles settle and remain in the basket where they form the cake. But the discontinuous operation mode results in rather low throughput capacity that can only be overcome by numerous parallel machines and therefore high overall costs. Of course, a batch process stage requires tanks upstream and downstream of the machine to fit in an otherwise continuous process. This necessity, although costly, has the advantage of creating a more homogeneous feed to the equipment which also results in better performance.
Today vertical basket centrifuges are tailored to meet the specific requirements during gypsum dewatering.
In order to increase the throughput, the basket geometry is changed to accommodate a longer drum or a drum with a larger diameter which will give it a larger surface area. In addition it is necessary to ensure that filling remains homogeneous even across a longer drum, which is critical for homogeneous cake build-up and subsequently high dewatering efficiency. Moreover, during cake washing homogeneity is key. Finally the scraper design needs to be adjusted accordingly to allow for complete cake discharge in this longer drum. A longer drum also requires adequate mechanical design which is especially crucial for the cantilevered set-up of the drum. A thicker cake will also result in a higher specific throughput and currently a cake thickness of up to around 240mm is manageable. This means that the filtration surface area is not only an important parameter for a high throughput but the actual volume of the drum. Pre-thickening of the slurry by hydrocyclones, for example, is also a suitable measure to increase the throughput substantially.
Another improvement is achieved through multiple measurements and subsequent optimal control of the various process steps. They result in a shorter overall cycle time for a specified target performance. Again, overall throughput is increased.
The operation is fully automated. An installation with multiple centrifuges may therefore be regarded as quasi-continuous and offers high reliability as well as flexibility.
Gypsum dewatering requires the handling of abrasive and corrosive slurries. In particular, the chloride content represents a serious potential chemical attack to the machine. Centrifuges operate at high rotational speed and therefore the material must also cope with that. Using carbon steel with a rubber lining for the perforated drum and the housing and high-alloyed materials for the other elements, for example, slurry feed tubes, spray tubes for wash and rinsing liquid and plough discharger, is most economical and a well proven solution. Sometimes the rotating perforated drum – the core of a centrifuge – is built in high-alloyed stainless steel, preferably Super-Duplex.
Although a centrifuge is a fast rotating piece of equipment, maintenance costs are not higher compared with those of a filter. Servicing can be made user friendly through easy exchange of bearings through a cartridge design, as well as easy and fast access to the limited number of abrasion exposed parts, for example. The use of more abrasion resistant materials at critical locations reduces wear and tear, and the identification of critical parts requiring sturdy design can help. Clearly, fewer and shorter periods of downtime increase the overall machine availability and therefore the throughput.
Conclusions
The process stage of gypsum dewatering is a well established part of the wet limestone-based flue gas desulphurisation process. In the upstream area, which comprises fly ash removal, limestone grinding and scrubber, it is important to understand the limits of the gypsum dewatering stage and the best gypsum product properties that can be obtained. Nevertheless, a carefully set cut size in the hydrocyclones can significantly improve the final product at perhaps the expense of a larger waste and recycle stream. In addition, a more generously designed machine size or more machines allow for longer residence times at various stages in separation, washing, drying and cleaning, for example. Therefore better overall performance can be achieved in terms of the gypsum product and the centrate with respect to the filtrate quality. Recent developments have been successfully geared towards a higher specific throughput of the Andritz vertical basket centrifuge and larger unit sizes for horizontal vacuum belt filters to reduce costs and still meet the required properties of the gypsum product.
References
1. H.N. Soud, Developments in FGDIEA Coal Research, Graham Broadbent, London, UK (2000)2. U. Peuker, W. Stahl, Dewatering and Washing Flue Gas Gypsum with Steam, Filtration+Separation, Oct (2000), pp. 28–303. Siemens (2009), Siemens to provide system for treating FGD scrubber wastewater, Filtration+Separation, July/August (2009), p. 84. Hansen, B.B., Kiil, S., Johnssen, J.E. (2011) Investigation of the gypsum quality at three full-scale wet flue gas desulphurisation plants, Fuel 2011, Volume 90, Issue 10, October 2011, Pages 2965-29735. N. Nevers de N. (2000), Air pollution control engineering (2nd ed.) McGrawHill, NY (2000)6. Weis, J.G., Hendry, D.W., Baumgardner, D. (1985) Centrifuge FGD sludge can eliminate thickening step, Power, Oct. 1985, pp67-697. Henzel, D.S., Laseke, B.A., Smith, E.O., Swenson, D.O. (1981) Limestone FGD scrubbers: User's handbook, EPA-600/8-81-017 report, Research Triangle Park, N.C., USA8. Porter, H.F., Flood, J.E., Rennie, F.W. (1971) Filter Selection, Chemical Engineering Deskbook Issue, Feb., pp 29-489. W.H. Stahl (2004) Industrial Centrifuges, DrM Press (1st ed.) Männedorf, Switzerland10. Wilhelm, J.H., Stone, W.W. Techniques of gypsum dewatering, 13.1-13.1511. O.J. Romaniuk (1995) The Bird Young filter dewaters gypsum from FGD processBird Co., MA, USA12. Driscoll, R. (2010) Scale-Up of Basket Filtration Centrifuges and a Review of the Principles of Basket Centrifugation, AFS 21010, March 22-25, 2010, San Antonio, Tx, USA13. Wright, J. (1993) Practical Guide to the Selection and Operation of Batch-Type Filtering Basket Centrifuges, Filtration+Separation, Nov., pp 647-653
Contact: Dipl.–Ing Roland Küspert, FGD & cement applications manager, Andritz KMPT GmbH, Tel: +49 8139 80299-106, www.andritz.com




