

Filtration is a vital part of gas processing, removing harmful liquid and solid contaminants, improving product quality and protecting downstream equipment from damage. This article aims to help filtration experts persuade owners and operators of gas processing facilities of the importance of filtration.
Whitepaper This article is based on the whitepaper ‘Key Factors for Specifying & Implementing a Filtration Solution for Gas Processing Systems’, which is free to download at: https://www.celerosft.com/en-us/brands/dollinger
Fundamentally, filters are employed to remove contaminants from gas streams at various points within an industrial process. These contaminants may be solid particulates or undesirable fluids in liquid aerosol or vapour form. Properly specified filtration systems therefore make an essential contribution towards the quality of the end product. In addition, items of equipment involved in the respective processing stages (many of which would be very expensive to replace) can be protected from possible sources of damage, such as corrosion and scouring, extending their working lifespan.
If a filtration system is not well matched to the task, or is poorly maintained, then it is likely to lead to all manner of costs being accrued. The frequency of filter element change-out and maintenance work will be higher than it should be, leading to extended periods of downtime. Operational costs may also be higher because a blocked filter can lead to increases in energy consumption as the processing system attempts to maintain flow rates, or more expensive additives may be required to achieve the desired product quality. In addition, if product quality cannot be maintained, poor filtration performance could lead to loss of reputation, loss of business and lost profit.
Know your contaminants A full understanding of the contaminants that are likely to occur during a gas processing operation is an essential precursor to effective filtration selection. The main points to consider include physical characteristics, size, volume and chemical composition. • Physical characteristic Among the most common contaminants in a gas stream are water vapour, sulphur-based compounds, hydrocarbons, oil droplets, waxes, caustic acids and sand/silica. All have their own distinctive characteristics, and these will determine the filtration technology needed to address them. It is important, early on, to determine whether you are dealing with a vapour or an aerosol. An aerosol can be removed using coalescer/mist elimination filtration alone but liquids in vapour form will require additional filtration such as an activated carbon bed or dehydration system. • Size of contaminant The micron rating is generally used to categorise contaminant diameters. If the filter specified is too fine, there is the risk of surface caking, leading to premature blockage of the filter media. However, if it is too coarse, then contaminating particles of a smaller size will pass through. The 0.3µm particulate size proves to be the most difficult to trap, as its characteristics place it at the boundary of capture via diffusion and inertial impaction (as well as other methodologies). This is why the efficiency at 0.3µm is often quoted on filtration system data sheets, as it provides a standard benchmark for judging a coalescing filter system’s performance. • Volume It is crucial that the upstream parts per million (ppm) loading is known, particularly in the case of liquid loading at the inlet to coalescing/separation systems, so that the potential risks around liquid re-entrainment/drainage capacity can be avoided. Where particularly high levels of contamination are predicted or known, then some form of pre-filtration/separation mechanism may be needed. • Chemical composition Knowledge of the composition of the gas stream is both recommended and desirable when looking to specify a filtration solution, particularly with regard to liquid removal systems. Concentrations of heavy hydrocarbons in a high-pressure gas application can lead to unintended liquid condensation occurring across the coalescing system. Prior warning of these conditions means countermeasures can be put in place.
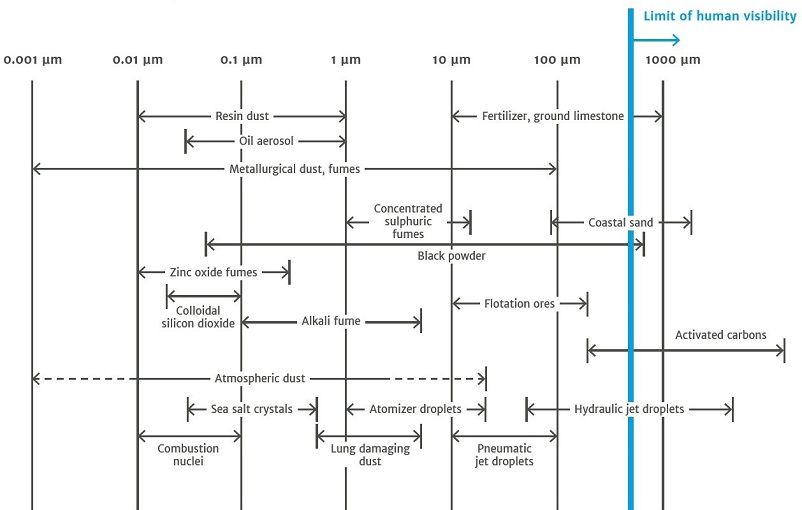
Filtration principles Different filtration systems operate under one or more of several established principles which underpin their respective performance characteristics. Correct specification of filtration systems is dependent on the nature and size of the particulate in question, and how these particles interact with the filtration system/media. These interactions are often referred to as capture mechanisms. Figure 1 illustrates the sizes of various particles and aerosols. In terms of scale, it should be noted that the average diameter of a liquid aerosol droplet in a gas flow is 300 times smaller than the width of a human hair, so individual droplets are invisible to the eye.
The mechanisms via which solid and liquid particles make contact with and are captured by, the microfibres of a typical filter medium can be broken down into six primary methods. These are described below: • Direct interception This occurs when a droplet/particle collides directly with one of the fibers of the filter medium. It generally relates to the capture of particles that are 1µm or larger. The ratio of particle size to pore size is key to capture by this mechanism as is the fluid’s flowrate. • Inertial impaction This takes place when a droplet/particle is unable to negotiate a path through the random fibres of the filter media, colliding and adhering to a fibre. Particles in the 0.3µm to 1µm range can be captured via this mechanism. • Diffusion (Brownian motion) This is where very small particles (<0.3µm diameter) ‘wander’ through the media which has the net effect of increasing the chance of contact with each other and with fibres of the filter medium. • Gravity Depending on the system design, larger more dense particles can, upon entering a filter housing, experience a loss in momentum. This is due to the expansion of the carrier fluid from the pipe to the filter housing. Consequently, these particles can settle in the sump of the housing, preventing them from accumulating on the surface of the filter media and potentially affecting media performance. • Electrostatic deposition This is a filtration mechanism whereby oppositely charged particles and filter media are attracted to each other. It causes the particle to attach and be retained by the filter media.
• Straining This occurs where the solid particles are too large to physically pass through the pore openings of the filter media. In improperly specified filtration systems, caking of the filter media surface (which adversely effects filter performance) can result. While filtration solutions are developed with specific applications in mind and are often bespoke to meet the challenges of specific sites, these different techniques may be combined.
Filter separators that remove solids/liquids from gas streams use a combination of coalescing cartridges, vane units and/or cyclones to achieve the required removal efficiencies. Gas/liquid coalescers for removing entrained liquid hydrocarbons, water and other aerosols from compressed air and gas streams will coalesce fine liquid mist into droplets large enough to be drained via gravity from the coalescing cartridges. By contrast, dry gas particulate filters utilise replacement filter cartridges/media covering 1µm upwards (depending on customer requirements). Due to the complexities involved, it is always advisable to work with a specialist filtration to arrive at the most appropriate solution for your application.
Maintaining systems Even when a filtration system has been properly specified, designed, installed and commissioned, there are many things that can impact on its effectiveness and performance. Putting a proper maintenance regime in place is just as critical as the correct initial specification of the filtration system. Having a ‘fit and forget’ attitude can lead to filters being subject to the build-up of detritus over time which, if not dealt with, will lead to reduced flowrates or blockages. By contrast, an appropriately specified filter which receives regular maintenance will provide continued operation spanning a period of many years without the risk of unplanned downtime occurring.
Another aspect that should not be ignored is that industrial processes can (and do) evolve over time. Process flows and pressures will vary, the condition of incoming gas will be subject to changes and process demands will require plant throughput levels to be increased. Any changes to an established process may affect the filtration system performance and change its related requirements. As a result, the filtration system might need to be adapted to ensure that investment in upgrades to the main process plant are not hampered by a filtration system that is no longer fit for purpose.
Accurate data Like any other modern industrial activity, filtration relies on the availability and interpretation of accurate data at the design stage to achieve optimum performance. However, it is still not going to be as effective as undertaking true, real-world analysis. A computer model will only be as accurate as the original data that is put into it. If estimations about ppm levels, flowrate or gas composition are incorrect, then the filtration solution derived from the model will not be fully optimised.
Gas Filtration Test Skid Celeros FT has developed a solution called the Gas Filtration Test Skid, which can assess contamination levels and process flows while a gas plant is in operation. Attending to both midstream and downstream process gas filtration test requirements, the Skid allows the presence of contaminants (both solid and liquid) to be detected in gas flows, and the quantities involved to be estimated with greater precision. Appropriate actions can then be taken to deal with these contaminants either by implementing a new filtration solution or upgrading an existing one.
From the real-world data that this test solution delivers, engineering staff can define what filtration solution will be most applicable, rather than having to rely on a computer-generated approximation. They can also make changes to already deployed equipment which will lead to better operational efficiencies and boost throughput figures.
Conclusion The fundamental principles involved in gas filtration are based on sound engineering principles although the acquisition and interpretation of data is an area that requires more attention and specialist support. Even so, companies such as Celeros FT are already working on solutions that will make the data on which filtration decisions are made more accurate and more relevant to real-world applications than ever before.
In conclusion, filtration is not a ‘Cinderella’ technology that can be left out or ignored. It has a critical function in reducing contamination in gas processing facilities, which in turn can reduce operational costs and downtime while boosting product quality. Producing consistent, good quality product also has the additional benefit of improving reputation with end-users which represents a major competitive advantage.
References 1) ‘Filters and Filtration Handbook’, Elsevier Ltd., 6th Edition, 2016, T. Sparks & G. Chase 2) ‘Perry’s Chemical Engineer’s Handbook’, McGraw-Hill International Editions, 6th Edition 3) ‘Handbook of Filter Media’, Elsevier Science Ltd., 2nd Edition, 2002, D.B. Purchas & K. Sutherland




