





Adhesive terms
Most people know of ‘white glue’ or ‘yellow glue’. Yet, adhesives differ by far more than colour alone. A number of physical properties, from initial tack to shelf life, distinguish adhesive formulations, rendering some better than others for specific uses. As a first step towards a discussion of adhesives for use in filter manufacturing, the following are descriptions of four physical properties – hardness, viscosity, pot life and percentage of solids – pertinent to adhesive use in filter fabrication.
Hardness
Hardness is a measure of a material’s resistance to surface penetration when a force is applied. In the case of polymers, including adhesives, hardness is measured by resistance to indentation. Deploying an indenter loaded by a calibrated spring, an instrument called a durometer measures penetration depth into the polymer. The durometer measures against two different Shore scales: A and D. The Shore A scale tests soft polymers, such as rubber, on a scale of zero to 100. An automobile tyre typically measures approximately 55 to 70 on the Shore A scale. Many plastisols and softer urethanes are in the A-50 to A-70 range. The Shore D scale measures harder polymer materials, such as rigid plastics, and also measures from zero to 100, overlapping the Shore A scale. Many of the more rigid epoxies and polyurethane adhesives cure to a hardness of Shore D-70 to D-85.
Viscosity
Viscosity measures resistance of a fluid to flow. Water is low-viscosity, and honey, high-viscosity. Viscosity is most commonly measured in centipoise (cPs). Water is 1.0 cPs, and honey is 20,000 cPs. The viscosity of a polyvinyl acetate (PVA) emulsion adhesive used to assemble cardboard air filters is about 3,000 cPs. An adhesive is difficult to pour at 50,000 cPs, and mastics can easily exceed 100,000 cPs.
Pot life
Two-component adhesives, such as epoxies and some polyurethanes, must be mixed at the plant. Pot life (or liquid life) is an indication of how long these two-part adhesives remain usable once mixed. Both quantity and temperature of the adhesive mixture influence pot life. For example, a quantity of adhesive in a cup will build up heat and cure more quickly - and therefore have a shorter pot life - than the same amount spread into a thin film.Increasing the temperature of the mixture will also shorten pot life.
High percentage of solids
Adhesives can have either a relatively low or high percentage of solids. The solids portion of the adhesive includes the actual bonding agent, plus inorganic filler and non-volatile additives. The non-solids content usually is water or solvent, which evaporates as the adhesive cures. Some two-component adhesives cure through the chemical reaction between the two parts. These adhesives contain no other solvents or carriers and are considered to be 100 percent solids. Since they contain no water or solvents, they tend to shrink very little as they cure. Other adhesives contain as little as 10-15 percent solids.
Adhesives and sealants in filter fabrication
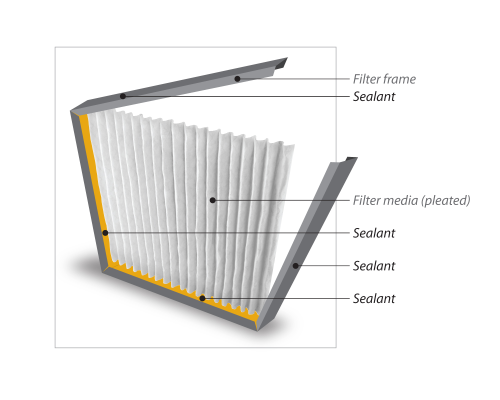
Manufacturers use adhesives to fabricate numerous filter components - to assemble the filter media itself, bond the filter media into a frame or end cap or install the gasket. Many of these adhesives include sealants or casting compounds.Some assembly processes require the attributes of both an adhesive and a sealant. (For purposes here, an adhesive is a substance placed between two substrates to bond them together, whereas a sealant is a substance placed into a void to prevent liquid or gas leakage.) For example, when pleated media are bonded into a metal frame or end cap, the adhesive must hold the filter together and provide a complete seal to force the fluid through, not around, the media.No single adhesive could begin to meet the numerous bonding - and sealing - requirements within the filter manufacturing plant. However, any adhesive or sealant, regardless of type, used to fabricate filters should meet the following criteria. Beyond that, the filter manufacturer will want to match the right adhesive type to each application.
Keep filter end-use in mind
Any adhesive or sealant applied should be compatible with the end-use of the filter. The adhesive or sealant should be selected in accordance with both the fluid that is being filtered and the filter’s service temperature. The adhesive should neither soften nor dissolve into the fluid. A hot melt adhesive could weaken or melt in a filter with a high service temperature.
Remain in place
The adhesive or sealant needs to remain where it is intended to be. For example, when the adhesive is used to bond a pleated element into an end cap, it should level into the end cap and around the media, not wick up into the media.
Convenient and safe to use
The adhesive or sealant should be both easy and safe to use, with setting rates appropriate to the application. It also should work well with the equipment, without causing undue maintenance problems.
Adhesive types
For decades, adhesive and sealant manufacturers have been busily pioneering and improving a range of adhesive technologies and today offer filter manufacturers an impressive array of adhesive types to meet varied needs in theplant. Here is a quick look at more than a dozen adhesive types that can play a role in filter fabrication.
Thermosetting adhesives
Thermosetting adhesives typically cure through the chemical reaction of two components or exposure to heat. Once cured, the adhesive becomes inert. These adhesives tend to have good heat and chemical resistance and are well suited to applications that require strength under varied conditions. Two common thermosets are epoxy resins and polyurethanes.
Epoxy resins
One- and two-part epoxy resins are widely used in filter fabrication for a variety of applications. Most are very rigid in the cured state and adhere well to metal. Although they offer high temperature and chemical resistance, epoxy resins can be relatively costly and often cure slowly.
Polyurethanes
Adhesive manufacturers offer a broad array of polyurethane adhesives, in varying colours, cure rates, viscosities and hardness levels. Although available in one-part formulations, two-part polyurethanes are better suited to filter applications. Whereas one-part formulations rely on moisture in the substrates and air to cure, two-part polyurethanes cure through a reaction when the two components are combined. Most two-part polyurethanes cure at room temperature but can be heataccelerated. Harder polyurethanes can be used to assemble the filter media into a metal or plastic frame or end cap or cast as those components. Softer versions can serve as a seal between a filter and its housing, eliminating the need for a separate gasket. Polyurethanes lack resistance to some chemicals and solvents so are best used with water, air and oil filters.
Thermoplastic adhesives
Thermoplastic adhesives, including plastisols and hot melts, do not undergo as much of a change during the curing process as do thermosetting adhesives. As a group, these adhesives lack the chemical and heat resistance as well as the strength of thermosets. However, their one-part formulation renders them affordable and convenient to use.
Plastisols
Filter manufacturers long have used PVC plastisols as an adhesive and to cast. They require no mixing and can be pumped directly from a drum. They also cure through exposure to high heat for at least 10 minutes - although heating these chemicals is a risk to the environment, and the energy costs of operating an oven soon erodes any savings from the lower cost of plastisols. Shore A hardness of 35 to 45 enables them to provide a complete seal in a filter housing. Many air and water filters use moulded plastisol end caps. Plastisols are available in many colours and hardness levels. They can be modified for better metal adhesion to adhere filter media into metal end caps or for improved oil and heat resistance.
Conventional hot melts
Conventional hot melts are used to laminate the metal to the media in air filters. Wax or plastic material is heated and applied while hot; strength rapidly develops as the hot melt cools to ambient temperature. Many hot melts are made from the same material as one of the substrates used in the filter itself, alleviating concerns about chemicalcompatibility. Conventional hot melts typically are not suitable for use at elevated temperatures.
Polyurethane reactive hot melts
Polyurethane reactive hot melts combine the advantages of rapid-setting hot melts with the cross-linking rigidity of polyurethanes. They ultimately cure under atmospheric humidity.
Cyanoacrylates
Cyanoacrylates are very fast-setting, one-part adhesives frequently used to bond rubber or neoprene gaskets onto a filter. They cure immediately when exposed to moisture but do not fill gaps, requiring both substrates to be in close contact.
Solvent- and water-based adhesives
Solvent- and water-based adhesives are as familiar a sight at the filter manufacturing plant as they are on the shelves of hardware stores. A few pros and cons:Solvent-based products dry quickly, and the solvents promote good adhesion to many substrates. Safety and environmental restrictions are two drawbacks to flammable solvents. Most are formulated with flammable solvents, which require caution in use, and might have high VOC levels.Water-based products are an attractive alternative to solvent-based adhesives. Although conventional water-based products dry more slowly than solvent-based, special equipment can accelerate drying time. And some newer formulations bond instantly.
Contact cements
Filter manufacturers typically use cements to apply rubber or cardboard gaskets to metal frames or end caps. The adhesive is applied to both gluing surfaces, which remain separate while the adhesive dries. As soon as the adhesive feels dry, the substrates must be joined. Given this process, contact cements work best on non-porous materials. They are available in both water- and solvent-based formulations, although solvents can attack certain substrates.
Solvent-based elastomerics
This group of one-component adhesives can be used on air filters and to install gaskets. Substrates must be joined when the adhesive is wet, and at least one substrate should allow the solvents to pass through for curing.
Caulks and mastics
Caulks and mastics are high-viscosity - but slow-drying - products with excellent gap filling properties. They form immediate, strong bonds for use in adhering paper- or glass-pleated material to air intake panel filters. The thick sealant is applied inside the trough of the frame, and the assembly is wrapped around the pleated media.
Pressure sensitive adhesives
Pressure sensitive adhesives (PSAs), available in water-and solvent-based formulations, are used to laminate two types of filter media together or to tackify filter media for improved air efficiency. Unlike contact cements, they are applied to one surface and can be assembled anytime after drying and sometimes are preferred when bonding gaskets onto filters.
Polyvinyl acetate adhesives
PVAs are inexpensive, easy to use and safe. They are water-based, so are solvent-free and water-cleanable. They are well suited to bonding cellulosic components. Substrates must be joined while the PVA film is still wet and remain immobile until the adhesive has dried. Some PVAs are crosslinked, providing water resistance. More expensive products bond immediately, whereas less expensive products require some clamp time. Many are formaldehyde-free and used in glue spreaders to bond air filter frames.
The indispensable dispenser
Applying adhesives for industrial uses is not always as easy as picking up a bottle of glue and squeezing. Two-part adhesives require mixing, and many adhesives used in filter fabrication require separate dispensers.
Mixing and dispensing two-part adhesives
The following are three methods for mixing and dispensing two-part adhesives.
Simple hand mixing
The easiest method is to carefully measure the two components by weight or volume to mix exactly the amount needed.
Pre-packaged cartridges
Both components are pre-packaged into a disposable cartridge and extruded through a tip on the end of each cartridge. The cartridge material should be compatible with the content and protect it from light and moisture. Like caulk cartridges, these cartridges require dispensing guns, which are manual or powered (usually pneumatic). Guns and cartridges come in various mix ratios, and the pneumatic guns can be modified to incorporate foot switches and timers to existing manufacturing processes.
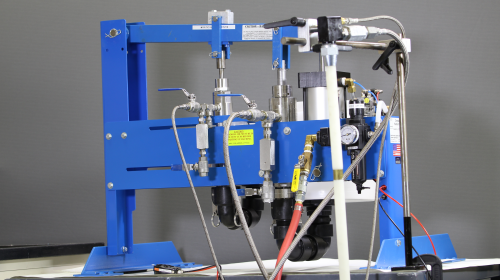
Meter mix systems
This equipment is designed to mix and dispense adhesives accurately. Some machines dispense only one mix ratio, while others can cover a range of ratios. Although the least expensive meter mix system can cost thousands, the filter manufacturer quickly recoups the investment through savings in buying adhesives in bulk.
Dispensing one-part adhesives
One-part adhesives typically are more convenient to use, but in most cases must be dispensed through separate equipment.
The ease of spray
Spray equipment works well for dispensing PSAs and contact cements. Equipment varies from small hand-held pumps and spray bottles to larger airless, HVLP and conventional spray units.
Pressure pots for PVAs
Pressure pots use air pressure to force the PVA adhesive through a fluid line to a dispensing head or gun.
Spreaders and coaters
Automatic glue spreaders and roll-coating equipment directly transfer adhesives to substrates, preventing waste and mess.
Pump to the extruder
A heavy-duty pump is placed into a drum of adhesive and dispenses the adhesive to a gun or extruding head under pressure.
Hot melt equipment
Hot melts frequently are designed for use in specific dispensing equipment. Therefore, it can be best to select the equipment first and use an adhesive recommended for it.
Five considerations in selecting adhesives
The above information aside, in the end, the filter manufacturer can begin the adhesive selection process by answering five simple questions:
1. Where will the filter be used?
Any adhesive used in filtration should be compatible with the fluid being filtered. Service temperature and life are two additional considerations.
2. How much adhesive is needed?
The filter manufacturer saves money purchasing adhesives in bulk quantities rather than smaller containers. The more adhesive used, the shorter the payback period for the dispensing equipment. However, bulk adhesives require some type of dispensing equipment. Drums and totes might also require material handling equipment.
3. Are there any environmental or safety concerns?
Many adhesives contain solvents that can be hazardous if not used properly. VOC regulations and the cost of energy for curing ovens are also considerations.
4. Has the adhesive been tested?
Some adhesives companies have laboratories available to evaluate their products. Some filter companies also maintain such facilities. Filter manufacturers should rely on testing whenever introducing new adhesives into the plant. They also can make a trial run to test the complete filter assembly under ‘real world’ conditions.
5. Which adhesives are likely candidates?
In many cases, more than one type of adhesive is a viable alternative for an application. Some adhesives might be significantly lower in cost than others but require high-temperature ovens, which are expensive to purchase and operate. Other adhesives might require the purchase of dispensing equipment. Existing equipment might dictate adhesive choice.

