
It is widely acknowledged that Australia’s increasing water shortage will not go away. In fact, the recently released annual report by the Water Services Association of Australia, said all of Australia's major cities would need to source alternative ways to provide water in the next five to ten years.
With issues such as population growth, many years of drought and climate change, it is anticipated that the urban water industry in Australia will spend at least A$30 billion over these coming years in developing new water sources. One of these new water sources is desalination.
Desalination in particular requires large quantities of high purity lime to remineralise treated water. In Australia, large-scale seawater desalination is gaining in prominence for populated coastal centres, with a treatment plant in Perth operational, the Gold Coast and Sydney under construction, and Adelaide and Melbourne projects at preliminary stages. Inland Australia has also seen brackish water desalination become popular for securing regional water supplies.
Not only has the urban water industry sourced this alternative, but the mining sector has also begun to consider securing alternative reliable water supplies. A seawater desalination plant is going ahead at Cape Preston (WA) for a magnetite iron ore project, and many other mining projects in Australia are considering the option.
Desalination and lime
Lime is often added to water after high quality water treatment by filtration or membrane processes. High quality treatment can include potable water, seawater desalination, brackish water desalination, advanced water treatment for recycling, industrial and mining water supply. Lime increases the pH, remineralises the water and reduces the corrosivity to pipes and structures. The most cost-effective and commonly used form is hydrated lime, chemical formula calcium hydroxide, or Ca(OH)2. However, lime is difficult to handle in all forms. It also inevitably contains impurities.
Traditionally lime was added to treated water as a dilute slurry (“milk of lime”), also adding a quantity of impurities directly to the water and raising the turbidity. Over time these impurities accumulate in pipelines and storage tanks and must be removed periodically. To some extent, using higher quality lime can mitigate this effect. In Australia, for example, premium quality 94% purity lime as opposed to 85% industrial quality can be used, but there is, of course, an increased cost. Take the example of a 100 MLD (million litre per day) capacity plant requiring 30 mg/L of hydrated lime. In the case of 85% industrial quality lime, this would result in the consumption of about 1,100 tonne/yr of supplied lime, depositing almost 165 tonnes/yr of impurities which must be removed from the system at some point.
The current trend is to minimise or eliminate the post-treatment impurities added to treated water. After all, there is no filtration step after post-chemical addition, and great expense has already been incurred treating the water to the highest possible standards. Seawater desalination by reverse osmosis, with the removal of solids to virtually unmeasurable levels by pre-treatment, has seen a renewed interest in lime saturators.
Lime saturators – how do they work?
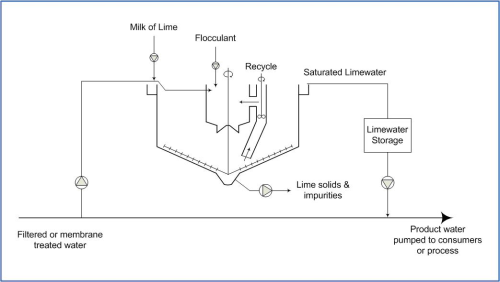
Using effective lime saturators in desalination is a critical element in the process. A lime saturator is essentially a thickener clarifier tank designed with a certain mixing energy and residence time to encourage lime solids to dissolve. With this renewed interest in alternative water sources, lime saturators have undergone a rebirth and are particularly popular with drinking water plants for generating clarified saturated lime solution. Milk of lime solution is fed continuously into the reaction zone, where it is mixed with recycled lime solids. The lime solids bed is controlled at the required level by varying the underflow withdrawal rate.
The limewater produced by the saturators has a very low solids concentration, and in the process impurities have also been removed. Lime solubility in water is about 1,500 mg/L (0.15%) at 30oC but dissolution does not happen instantaneously.
Lime solids are recycled from the settled lime bed into the feedwell to encourage particle flocculation and settling, while the residence time is maximised to extract as much active lime as possible. Polyelectrolyte flocculant is often added to further enhance flocculation and prevent the carryover of smaller slow-settling particles formed by the lime. Flocculant addition has been found to be especially important for reverse osmosis permeate water from desalination, as the water chemistry tends to keep lime solids suspended in solution rather than dissolving or settling them.
Technology crossovers
Today’s lime saturators have benefited from years of minerals processing experience with the adoption of the robust engineering and design principles from the thickening industry. This ensures ambitious process targets are met. Design features such as Outotec’s Floc-Miser feedwell, which optimizes solids dispersion, is one such example which has been adopted into the design of lime saturators.
The seasonal demand of drinking water and ranging plant throughputs in other applications results in varying turndown rates in the operation of lime saturators, which can often be ‘tricky’ to manage. It is important to ensure that the saturator design can accommodate the reduced flows through the plant without detrimental effects on the process ie lime water turbidity, concentration or lime utilisation. Ensuring a supplier has a competent engineering team, with experience in such challenges, will help provide the best results.
Automatic bed level control
Automatic bed level control is a challenge for lime saturators. Lime particles have a low density and lime solids often do not form a distinct interface between the bed and overlying limewater, which is especially evident for water which has been passed through reverse osmosis membranes. This lack of solid-liquid interface is a problem for any instrument attempting to determine the inventory of lime solids in the saturator. Traditionally ultrasonic bed level detection has been used for this purpose. The addition of polymer flocculant has been shown to compress the bed and form a more distinct interface that allows more reliable results for ultrasonic detection. With the formation of a bed interface automatic bed level control for lime saturators is one step closer. Benefits include stable and optimised operation and consistently improved lime utilisation.
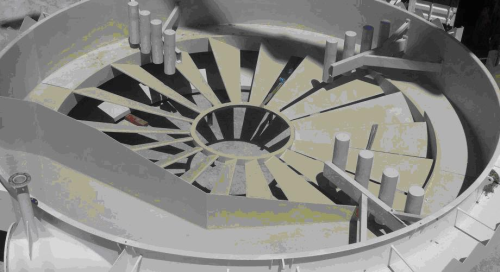
Feedwell design
In addition to the control of bed level and recycle flow, an important design aspect is the feedwell itself, which is critical in achieving effective flocculation and distribution of the feed into the settling zone of the tank. Great strides in feedwell configuration and internal design have been made by Outotec in the last two years, supported by the rapid advance in CFD know-how and its application to the flow regime within thickener feedwells. For instance, the launch in 2008 of Outotec’s latest globally patented feedwell in the minerals processing industry, after rigorous in-house testwork and CSIRO CFD analysis, was the first major feedwell innovation in the industry in over 15 years. The shelf element from this new feedwell design has been adopted for application in Outotec’s lime saturators design. Inclusion of a feed shelf has been shown to reduce solids short circuiting, achieving optimized mixing, longer solids retention and efficient flocculation.
This renaissance in lime saturators will continue – particularly for urban but also for other sector needs. Removing impurities under controlled conditions in the treatment plant makes life simpler downstream in the pipelines and storage tanks. In the future we will get used to seeing the distinctive sky blue surface of a tank full of saturated limewater.
Contact:
Ian Dunn
Process Engineer, Outotec Pty Ltd.
Email karl.deitz@outotec.com
www.outotec.com





