



Data published in 1992 and 1997 suggested that the costs associated with the disposable type glass fibre HEPA (High Efficiency Particulate Air) filtration trains to the US Department of Energy (DOE) in the nuclear industry was $55 million per year. This was based on an average usage of HEPA panels of 11,748 pieces per year between 1987 and 1990. The studies found that $50 million of this was attributable to installation, testing, removal and disposal of the filters (the life cycle costs used in these approximations were actually based on estimates dating from 1987–1990).
The same authors suggested that by 1995 the number of HEPA panels being used had dropped to an estimated 4,000 units per year due to the ending of the Cold War. [The number of HEPA filter elements used was a function of weapons related activity. The end of the Cold War saw a reduction in the level of weapons related activity and consequently a reduction in the number of HEPA filters used by the US DOE in this field.] The yearly cost to the DOE of those 4,000 units per year was estimated to be $29.5 million using the same cost parameters.
Of those costs, $300 was the value given to the filter and $4,450 was given to peripheral activity per filter. Clearly, if the $4,450 component could be reduced, tremendous savings could result, in addition to a significant reduction in the legacy burden of waste volumes.
Work has focused on the development of a low cost, long life (cleanable) direct replacement of the traditional filter train. In this article, we review an alternative strategy, which would prevent contaminating dust from reaching and blinding the HEPA filters, and thereby removing the need to replace them. This would employ a separation system, which itself does not add to the waste burden, but instead simply returns the otherwise blinding dust to the user for disposal.
Clearly ‘low cost’ and ‘stainless HEPA’ are not compatible terms. The original work suggested that 28 m3/min (1000 ft3/min) stainless HEPAs could be commercially available for $5000 after development. The likely true cost of such an item produced industrially may be closer to $15,000. That being the case, the economics for replacing conventional, glass fibre HEPAs by metallic, cleanable alternatives are unjustifiable except on ethical grounds.
By proposing the protection of the traditional glass fibre HEPA from its blinding contamination, it is necessary to reduce their life costs and reduce ultimate waste volumes. An examination of the case for self-cleaning HEPA protection also suggests that, even when the mechanical life limit of the HEPA train is reached, the degree of contamination could be reduced to such an extent that, possibly, its classification for final disposal could also be modified to further reduce cost.
Pulsed jet filtration using metallic filter media is a practical and industrially proven means by which solids can be prevented from reaching the HEPA train and returned to the operator for disposal, whilst not interrupting the process flow through the system. Field experience to prove the contention is available. There are clearly benefits with regard to disposal in returning the small quantities of dust to the user that would otherwise lead to the contamination and blinding of a large volume of the filter train.
Any cost-benefit analysis shows that this radical solution to HEPA cost amelioration can work. Presenting a review of the technology and its application to other areas illustrates that where gross dust removal or recovery is necessary, or where extreme conditions make traditional HEPA technologies impractical, metallic filtration systems can (and do) also offer economic and industrially real solutions.
The use of a conventional HEPA chassis which could be cleaned and reused raised a few difficult questions. The method of cleaning could itself generate a greater volume of waste than was represented by the filter element in the first place, particularly if the cleaning method used a liquid solvent, water or acid. The material from which the filter media itself was made had to be capable of withstanding the rigours of cleaning and still offer reliable and repeatable filtration performance, which would then have to be tested before re-installation. An obvious solution to the question of a robust filter was to use a metallic medium, but this raised subsequent concerns about weight. In addition, should the particular element not recover from its cleaning process and fail its efficiency test, it could not be volume reduced to the same degree as a traditional glass fibre chassis, either by crushing or burning. As noted previously, cost would also be a significant issue.
In addition, the permeability of metallic media capable of providing HEPA efficiency has proved disappointingly poor, which means such systems would have to be bigger, or their pressure drops greater. Both cases involve increased costs, either from initial capital expenditure or from operating costs. Another aspect of the issue is the ‘non-standard’ use of process HEPA filters. High performance, metallic HEPAs clearly have a place in the nuclear industry, but their application is necessarily limited.
Traditional HEPA filter systems have limitations that often prevent them from solving many of the filtration problems in the nuclear industry; particularly in applications where long service or storage life, high levels of radioactivity, dangerous decomposition products, chemical aggression, organic solvents, elevated operating temperatures, fire resistance or resistance to moisture are issues. Several of these duties have be solved by the use of metallic filter media; including the long term storage of transuranic waste at the WIPP (Waste Isolation Pilot Plant in Carlsbad, New Mexico, USA) site; the long term storage of spent and damaged fuel assemblies; glove box ventilation; tank venting; the venting of fumes at elevated temperature from incinerators, vitrification processes and conversion or sintering furnaces; as well as downstream of iodine absorbers in gas cooled reactors in the UK.
HEPA protection
Clearly, the best economically and environmentally responsible method of reducing the use and therefore cost of HEPA filters is not the development of cleanable, metallic HEPAs. Not only can this method be proved to be expensive in both capital and running cost terms, but also may not reduce the final disposed volumes anyway, because the HEPA reliability of the filter after surviving the cleaning process is not proved. In addition, no account has been taken of the increased number of filters required to meet the existing pressure loss specification, or alternatively the increased energy costs to pump the air through the less permeable metal elements.
The accepted, understood and reliable technology for HEPA protection of the environment (the use of traditional glass fibre bodies), is far better left in place. However, these acknowledged solutions to the problem of HEPA filtration should be separated from the debris which eventually causes the filter body to need to be replaced. How should a HEPA panel or train be protected from its blinding dust? Clearly a passive filter body in front of the HEPA panel would prevent significant quantities of dust reaching the HEPA, but the disposal problem is simply brought upstream, so this is not an acceptable solution.
An acceptable solution is the use of innovative technology which couples the use of long life metallic filter media with an effective, on-line cleaning method which not only allows the pre-filter to be cleaned without interrupting the process flow, but adds the absolute minimum of additional gas in the cleaning process. Properly engineered, such a system can return to the user the few grammes of dust, which the user can then dispose of separately, rather than have it enclosed in the much larger matrix of the glass fibre HEPA filter medium.
Metallic filter media
Metallic media offers obvious advantages in terms of mechanical strength, temperature resistance, wet strength and chemical resistance. In addition, metallic media means that the facility could be cleaned by a percussive shockwave or reverse flow of gas through them which, to some degree, would dislodge the previously collected solids. The finer the thickness of the filter medium section, the more likely the filter medium is to give up its solids. The greater the thickness, then the more likely it is that the medium will retain its solids within the depth of the medium, leading to permanent blinding.
Three main types of industrially common metal media are typically used – sintered metal powder, sintered metal fibre and sintered woven wire mesh. In addition to these, composite structures of mesh/fibre and powder/mesh are also available. Sintered woven mesh is generally considered to be suitable for filtration applications of less than 10 microns and not generally suitable for HEPA protection.
Sintered metal powder filters are manufactured from sieved metal powder. The particles can be irregular or spherical in nature and typically in the size range 1–100 microns. The powder is laid out as a flat sheet or loaded in a mould and pressed prior to sintering. The resultant porous media has a 30–50% porosity and is very mechanically robust.
The low porosity results in low permeability and the manufacturing methodology limits geometry to largely plain cylindrical filters, in-turn resulting in large footprints when compared to existing fibrous technology. Development has seen the use of a fine membrane surface layer on a course structure enabling increased efficiency and improved permeability characteristics.
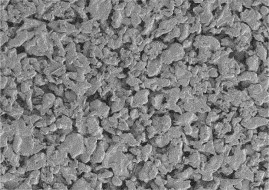
Sintered metal fibre media is a randomly laid (nonwoven) matrix of sintered metal fibres as shown in Figure 2.
Sintered metal fibre media possess many of the positive attributes of the traditional microglass fibre media including randomly laid nonwoven fine fibres, which enable high efficiency filtration at the fine submicronic particle range. Coupled with high porosity and thus high permeability, and its ability to be pleated, this makes it possible to reduce the size of the whole system compared with alternative materials.
Attributes including its robust thermal stability, chemical and radiation resistance, suitability for use at high temperatures, high mechanical strength, low pressure loss and ability to be pleated, make it possible to use the media in special process HEPA applications, as well as providing HEPA protection.
HEPA pre-filtration (HEPA life extension)
Reverse flow cleaning of metal, ceramic and polymeric filters is common practice within numerous environments from cement plants to pharmaceutical and petrochemical facilities. The principles of operation are generally well understood and documented.
In the case of metal fibres, the removal and recovery of contaminant from the gas stream is based on the build-up of particulates on the surface of the filter medium. Typically an asymmetric fibre structure is utilised with a fine layer on the outer surface to maximise surface filtration. The subsequent regeneration of the filter is achieved by the introduction of a rapid pulse of compressed air into the clean side of the filter causing a pressure shock. As a result, the gas flow is reversed and the particulate layer dislodged from the filter. The removal of the solids layer is dependent on two mechanisms, the shock wave emitting from the sudden pressure rise and the reverse gas flow.
Ultimately the dust layer can be removed if the forces acting up it during reverse cleaning overcome the forces adhering the layer to the filter medium. The very high porosity/permeability of metal fibre media enables higher forces to be delivered to the cake media interface than compared to sintered metal powder filters. The thick section and impermeability of the media interface will tend to absorb the energy of the pressure front which carries the motive force to remove the collected solids.
The installation of pulsed jet filter systems upstream of HEPA banks will prevent virtually all solids from reaching the HEPA banks to an efficiency of better than 99.9% @ 0.5 microns, depending on the application. HEPA filter systems are typically tested by DOP/ONDINA with a 0.2/0.3 micron range monodispersal. This is because in gas filtration across the range of mechanisms which give rise to the capture of particles (i.e. direct interception, inertial impaction and Brownian motion) the size range of least efficiency is always in the 0.15/0.3 micron range. That being the case, a test which determines an efficiency at this size range tells the operator that at all other size ranges the efficiency will be higher.
However, this does not reflect a real world situation. A single 5 micron particle will have a volume (and therefore a mass for the same material) 4,630 times the volume of a 0.3 micron particle, and 37,000 times greater than a 0.15 micron particle. HEPA filter banks are not challenged by 0.15–0.3 micron monodispersals, but by real world particle size spectra. Although it can be argued that efficiency at the very fine end may be more important in terms of human protection (that may be argued elsewhere, but it is outside the frame of reference of this article), there is no question that mass carry-over is a particle size issue.
It has been proven in industrial applications that pulsed jet filters operate across a range of duties in the long term. In addition, when blinded by a fault condition, they may be recovered on-line, by the normal use of the cleaning system. Moreover, the use of such systems permits the separation of the bulk of solids from a gas stream, and the recovery of the solids for re-use or disposal.
This facility may be applied to the protection of the HEPA banks, allowing the HEPA filters to perform their real function, the protection of the environment. In turn this could prevent the disposal of large volumes of HEPA filter elements, in favour of the tiny volumes of contaminating solids which would otherwise blind them, and which may be recovered from the system and disposed of separately. Additionally, preventing the solids from reaching the HEPAs may allow them to be re-classified and be disposed of more cheaply when the end of their mechanical lives is reached.
Material (as opposed to technological) developments of the HEPAs themselves, to extend their mechanical lives would also reduce both cost and legacy burden, if the concept of non-blinding was adopted. If the original work is accurate in its estimation of peripheral costs, and if the consequent estimation of a yearly cost of around $29.5million is reliable (based on the changing of approximately 4000 filters coupled with a saving of $16.6 million by the use of re-usable passive HEPAs), then those same values and savings may be associated with this alternative solution to the problem.
However, it is also clear that the $16.6 million saving was based on a $5000 ‘cleanable’ HEPA. In that case, and if the true industrial price of a 1000 cfm metallic HEPA is likely to be closer to $15,000, then the original economic justification for the development of cleanable HEPAs is undermined. A $16.6 million saving may actually be a $22 million cost.
The long term use of self cleaning pre-filtration to prevent HEPA banks blinding in active situations clearly offers opportunities for cost reduction across the nuclear sector. However, perhaps most exciting of all, would be if the conventional HEPA industry could embark on material changes in their own products. Coupled with effective self cleaning pre-filtration, this would allow long term, or even unlimited term, use of unblocked HEPAs.




