




Discovery of PTFE membranes
Polytetrafluroethylene or PTFE was accidentally discovered in 1938 by an employee of DuPont, the American chemicals manufacturer. This thermoplastic polymer was found to have unique properties to resist friction, temperature, chemical degradation, mechanical action and electrical charge. Today, PTFE technology can be found in a wide range of applications, from high-tech aerospace mobility enhancing dry film lubricant, to non-stick frying pan surfaces. Other applications include self-lubricated PTFE used in moving machinery, high performance films, protective fabrics against environmental hazards (such as chemical and microbial attack) medical devices and filter materials (media). Over the decades, PTFE as a woven fabric and as a needlefelt material has been used in various filtration applications, particularly those involving aggressive chemical environments. The filters can be used in liquid applications as well as dry dust applications, and it is the dry dust solutions involving ‘Expanded PTFE’ (ePTFE) that we will be discussing in this article. ePTFE is used in film/membrane form on an ever-increasing number of filtration solutions across all industry types including food and packaging, pharmaceutical, minerals, power generation, metals, chemicals, engineering and high-tech applications such as aerospace. The ePTFE membrane is laminated to a wide variety of substrate materials such as polyester needlefelts and woven glass fibre to be made into filter bags, and pleatable materials such as polyester and cellulose for filter cartridges and elements. The substrate acts as a stable supporting base for the membrane and type of substrate material will be determined depending upon the specific application requirements to which the filters will be subjected.
Filtration application considerations
Each manufacturing process provides a different set of conditions which need to be evaluated before selecting the most appropriate filter material. These considerations include the following criteria.
Dust type
The shape and size of the dust will determine which filter material is required to capture the dust particles effectively. Process dust will contain particles of different sizes from those that are comparatively large and visible to the naked eye, to sub-micron particles which cannot be seen and which can cause significant harm to human health and damage to process equipment. One of the key benefits of PTFE membrane filters is the filtration efficiency of sub-micron particles, helping to comply with the increasingly stringent regulations relating to occupational health and the environment. The shape of the dust rather than its size is the critical factor when considering its abrasive potential. Angular particles such as those found in cement have a far greater abrasive potential despite their small size. The airflow velocity transporting the dust, the filter unit and ductwork design are also important factors that need attention to ensure the service life of the filters is not significantly reduced due to degradation.
Temperature and humidity
In application conditions involving extremes of temperature, ePTFE media possesses strong temperature resistance between +260°C and -260°C, maintaining stability through this range. Hygroscopic dusts are prone to absorbing and retaining moisture. Once dust has absorbed moisture, it becomes sticky or agglomerative, potentially blinding the filter media. Degradation of some substrate materials by hydrolysis, involving temperature and humidity, must also be avoided as this can quickly impact the ability of the filters to maintain efficiency.
Gas chemistry
ePTFE is chemically inert and is resistant to most chemical attack. In applications where the process conditions provide a potentially corrosive atmosphere, for example from acids or alkalis, care must be given to the substrate material chosen as they have very different characteristics and capabilities. Powders such as lime can be added to the airflow to coat the membrane filter surface and help neutralise the gas conditions created by the industrial process.
Safety considerations
The chemical composition of dusts must be considered as a safety precaution. Some chemicals can be corrosive, toxic, explosive or a combination of some or all of these hazards. By selecting the appropriate substrate material, for example a substrate with chemical resistance and antistatic features, such risks can be negated.
Filter unit operation
The filter unit cleaning mechanism needs to be determined along with the filter unit design to ensure the filters are not subject to undue stress or abrasion which may affect service life. Filter bag design, in terms of reinforcement and installation, as well as the supporting cage configuration also need to be evaluated when choosing the most appropriate substrate material.
How do ePTFE filters work?
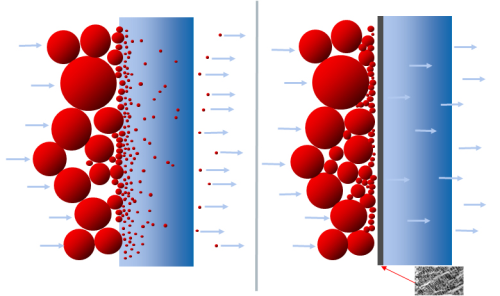
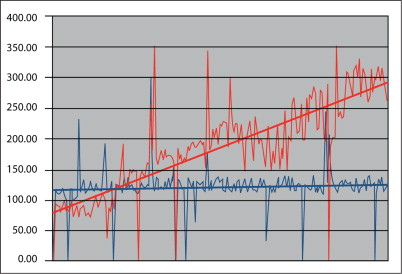
The differences between surface and depth filtration need to be considered. With conventional filter fabrics, such as standard needlefelts, the spaces between the fibres within the structure of the media are often considerably larger than the particles to be collected. The dust particles penetrate the surface of the media to ‘close off’ the open pores, forming a filter cake on the surface of the media; known as ‘depth filtration’. Without a filter cake on the surface, conventional filter media are rarely able to collect fine particulate efficiently. Over time, media blinding and atmospheric emissions occur as individual dust particles penetrate into and beyond the filter media. However, ePTFE laminated filters use the ‘surface filtration’ methodology. The ePTFE surface acts as the contact area and because of its microporous structure with millions of pores per cm2, even sub-micron particles are captured on its surface. The backing substrate is merely a support and plays no part in the filtration process. There is no reliance on the build-up of a dust cake and as such the filter can be cleaned-down far more effectively, maintaining a very stable differential pressure, as shown in Figure 2. Therefore surface filtration can prolong the service life of the filter and provide significant cost savings in terms of reduced compressed air usage and pressure, and fan power requirements.
Advantages of ePTFE membrane filters
ePTFE membrane filter media can provide an array of benefits to manufacturing processes and add significant value.
Production savings
Increased system airflow can be achieved through reduced filter pressure drop, significantly reducing the cost per tonne of product.
Reduced energy consumption
Maintains airflow at a reduced filter differential pressure (DP), therefore energy absorbed by the fan is reduced.
Reduced downtime
ePTFE filters require less frequent cleaning providing longer bag life and fewer bag changes.
Reduced emissions
Near-zero emissions are possible to help comply with environmental and workplace health standards and regulations. The example in Table 1 considers Tetratex ePTFE filter media, manufactured solely by Donaldson Membranes, in a cement finish mill process utilising an estimated 10% increase in airflow. Where other system parameters are acceptable, the use of Tetratex could significantly reduce the cost/tonne of product and increase mill capacity.
| Conventional filter media – Power | Tetratex® - Power saving | |
| Production | 24/7 × 8000 hours | 24/7 × 8000 hours |
| Drive | 2.4 MW | 2.4 MW |
| Air volume | 150,000 AM3/hr | 165,000 AM3/hr |
| Dust loading | 750 g/Nm3 (78.1 T/hr) | 750 g/Nm3 (85.9 T/hr) |
| Current media | Conventional felt | Tetratex felt |
| Filter DP | 200 mm WG | 150 mm WG |
| Result | Equates to 30.73 KW Hr/Tonne of cement @ €0.10/KW Hr = €3.073/Tonne of cement producing 624,800 T/annum. | Equates to 27.94 KW Hr/Tonne of cement @ €0.10/KW Hr = €2.794/Tonne of cement producing 687,200 T/annum. |
Tetratex applications
Minerals production
Tetratex filter media is used extensively in the minerals industry, particularly in cement production plants. Cement kilns transport raw materials through a heating and cooling process via a long rotating cylinder. The ePTFE membrane filter media helps to reduce pressure drop of the kiln exhaust, increase airflow and production throughput, as well as reducing power and compressed air consumption and providing longer bag service life. Other mineral applications include: clinker coolers, cement mills, and coal mills.
Power generation
High temperature filter bags with Tetratex membrane are the filter of choice on a large number of planned and existing municipal waste and biomass incineration applications. These processes typically involve particularly challenging conditions including elevated temperatures, acid gases and very stringent environmental emission regulations. The ePTFE membrane filters provide the ideal solution to these demands.
High technology/engineering
The Tetratex pleatable range for cartridge filters is widely used to filter fumes generated by manual and automatic welding operations. The fine particulate is removed from the extracted air by the efficient ePTFE membrane whilst maintaining the extract air flow. The cartridge filters have helped in greatly improving the working environment, protecting plant employees from harmful fumes.
Chemical processing
Manufacturing process involving powders such as carbon black and titanium dioxide have high proportions of sub-micron particles which need to be removed from the extract air to comply with emission threshold limits and allowing valuable product to be collected. The microporous structure of Tetratex ePTFE membrane filter media provides near-zero emissions efficiency. The high permeability level reduces pressure drops and generates high air flow while maintaining stable differential pressure.
Food and pharmaceutical processing
A specific product range of membrane filter media, Tetratex Contact, has been developed for the food and pharmaceutical industry. There have been recent changes to the European Union (EU) regulations relating to plastics coming into direct contact with ingredients or products for human consumption. The EU 10/2011 legislation replaces the existing 2002/72/EC plastics directive, meaning that there is a new need for food manufacturers to ensure that any plastic materials used in the food and ingredient manufacturing processes are not hazardous to human health, where there is the possibility of contact with food. Many manufacturing processes require the filtration of expensive ingredients, particularly in the food and pharmaceutical industries. As previously mentioned, traditional filter materials use depth filtration as their method of filtering fine, airborne dust particles created during the process. With this method, much of the filtered product will be impregnated within the filter media and is therefore a migration risk and potentially difficult and expensive to reclaim. In this instance the filters would need to be removed and cleaned for the product to be extracted - adding further cost to production.
Tetratex Contact
By using the surface filtration mechanism, Tetratex Contact® benefits from what is a far more efficient and effective method of filtering dust particles. The membrane ensures that the majority of fine dust can be easily cleaned down; the product can then be collected as part of the existing filter unit dust collection mechanism and re-used. Tetratex Contact can enable safe product reclamation without fear of contamination from the filter media. With production and ingredient costs increasing, the benefits of reclaiming product are a vital step in further improving plant cost optimisation and reducing waste.
Reducing contamination risks
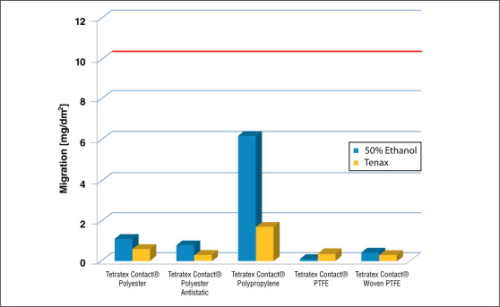
Tetratex Contact ePTFE membrane filter media is believed to be the only EU and FDA compliant filtration solution for food and pharmaceutical manufacture. According to test standard EN 1186 these products have significantly lower migration measurement values than the threshold limit values set. Each and every food processing application is different and carries with it a specific set of challenges. A host of factors can influence the performance of any given fabric filter, but the selection of an appropriate filter media is critical. Tetratex Contact filter media, compliant to EU regulation 10/2011 and in accordance to FDA CFR 21 § 177, can meet the high demands of a variety of filtration processes for food and pharmaceutical contact applications.
Summary
There are more and more demands being made on manufacturing companies in terms of workplace and environmental emissions. ePTFE membrane filters can provide the filtration efficiency to ensure these demands are met. In addition there are added benefits of improved productivity from fewer filter changes and energy cost savings.