Reverse osmosis is the most commonly used process for desalination and new developments continue to improve the cost-effectiveness of these systems. Fluid technology company Bürkert has developed an automated system for monitoring reverse osmosis systems that can significantly increase the cost-effectiveness and the quality of drinking water obtained from seawater by means of reverse osmosis. The basic principle of producing drinking water from seawater is simple. Seawater is pre-treated (for example by pre-filtering, ultrafiltration, microfiltration or dosing of anti-foulants and anti-scalants and then forced through a membrane at a pressure of about 60 to 80 bar, i.e. by exceeding the osmotic pressure. The membrane holds back the dissolved salts, allowing only the drinking water (permeate) to pass. Whether the salt content of the water was actually reduced by the desired amount can be determined by measuring the conductivity after completion of the process. The water is suitable for consumption only if the results of the measurement are within clearly defined limits. Without this monitoring, an unpleasant salty taste would be the only indication that the membranes are not functioning properly. The absence of regular monitoring would also make preventive maintenance of the membranes impossible. Replacement of the membranes could not be planned intelligently and could cause supply bottlenecks due to unforeseen downtime for maintenance.
The manual search for faults
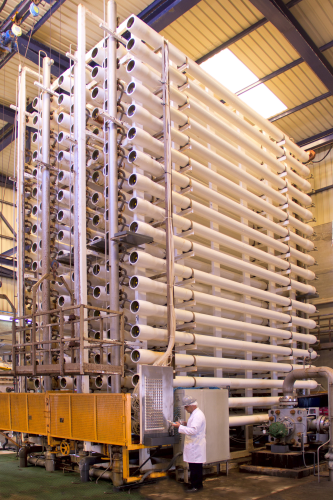
Typically, desalination plants are equipped with many membranes in pressure pipes that are grouped in frames (see Figure 1). Several such pressure pipe frames are operated parallel to each other in order to achieve a high rate of desalination. The conductivity measurement is the most important quality characteristic of the membrane function. If this measurement is performed only automatically at the end of the overall process, however, it is not possible to identify faulty membranes in case of problematic readings. Therefore, it is necessary to manually take a sample from the pressure pipe frame to find out which frame contains the faulty membrane. Then, samples are taken from each pressure pipe in the frame and the conductivity of the water is measured; this process is repeated until the pressure pipe with the faulty membrane is found. For this purpose, special panels are installed on each frame for manual sampling. Although manual sampling at the panel allows exact identification of a single faulty pressure pipe, it is extremely time-consuming and therefore cost-intensive. Also, this maintenance task is often neglected or is not carried out until the conductivity measurement at the end of the process reaches a critical level. At this point it is already too late to plan a replacement of the membrane in a cost-effective and technically optimal manner. The faulty membrane has to be found and replaced as quickly as possible in order not to jeopardise the overall water quality of the desalination system.
Time-consuming process with insufficient traceability
Depending on the plant operator, manual inspections of the single membranes are conducted regularly as part of the preventive maintenance strategy. This guarantees constantly high quality of the drinking water produced, as well as better planning of the replacement of faulty membranes. This procedure is useful and beneficial for both the plant operator and the end consumer – yet it involves very high levels of manpower and significant time requirements. The employee assigned this task has to work in an unpleasant and loud environment. He has to manually take a water sample from every single filter pipe, measure the conductivity with a hand-held device and record the measured value. After all samples are taken, this data is entered in an Excel file at a computer workstation. None of these manual tasks can be documented for subsequent exact traceability – errors during measuring or transfer of the data cannot be ruled out. This does not consider the time involved. Taking samples and recording the data for one frame with 144 pressure pipes, depending on the system and interruptions resulting from additional tasks performed by the employee, requires an average of two full workdays. Continuous, traceable quality control using this method hardly seems feasible.
Automated conductivity measuring
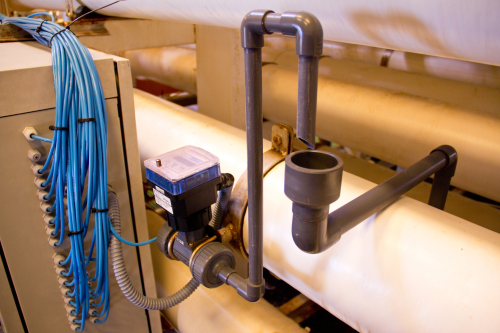
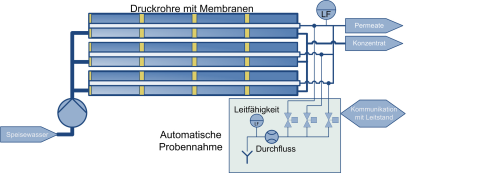
In order to solve the task of regular monitoring of the membrane function with complete documentation, Bürkert has automated the sampling and conductivity measuring process. The system can be directly installed in new plant and retrofitting of existing plants is also no problem. In the latter case, the fluidic connections for manual sampling on each pressure pipe are fitted with T-adapters for connection to the automated control system. In new plants, the panel for manual monitoring can be eliminated entirely. An automatic control system (see Figure 2) is installed for each pressure pipe frame and there is a sampling line to the control system for each pressure pipe, with a corresponding number of solenoid valves (for 144 pressure pipes that would be 144 solenoid valves). The solenoid valves are controlled and switched individually by means of an industrial PC for the application-specific monitoring routines. The conductivity sensor (see Figure 3), located downstream of the solenoid valves, at the end of the system, measures the conductivity of the water that flows through the respective open solenoid valve. The values measured for each membrane are processed by the computer and sent to the control room, where they are displayed on a monitor. If the membrane reaches a critical value, an alarm is automatically triggered and all readings are saved in log files for complete documentation. Authorised users can access this data at any time and from any location, via the Internet. All materials used in the system are designed for environments with high salt content. Maintenance of the control system therefore is limited to regular cleaning and calibration of the conductivity sensors. Bürkert says that its expertise in valve technology, sensor technology, control cabinet construction and control technology made it possible to implement a comprehensive system solution that is custom-tailored to the requirements of the application. Fast return on investment If the costs for the automated sampling and conductivity measuring system are compared with the costs of manual sampling, the return on investment for a frame with 144 pressure pipes with membranes would be only about three years. In view of an operational lifetime of 25 years or more, Bürkert believes that the solution developed is therefore particularly cost-effective. Moreover, the automated conductivity measurement for each single membrane sustainably guarantees the quality of water from desalination plants.



