
With increasing focus on environmental impact, pressure has been put on many automotive paint shop suppliers to find more environmentally sustainable solutions. However, despite the fact that dry filtration is becoming a more intrinsic part of the paint shop’s contamination abatement systems, solutions are currently provided from variations of traditional paint-stop arrestence technologies. Analysing the offerings in the UK as an example, it is considered that research would facilitate more effective differentiation in terms of sustainability specifications. This would allow industry to consider dry exhaust filtration in terms of Best Available Techniques (BAT) rather than a trial and error solution.
Legislation
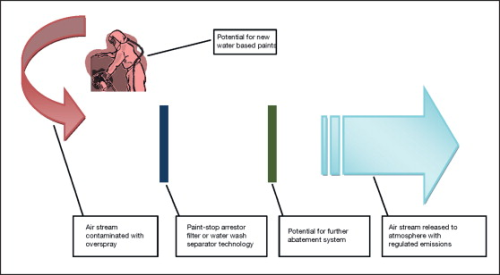
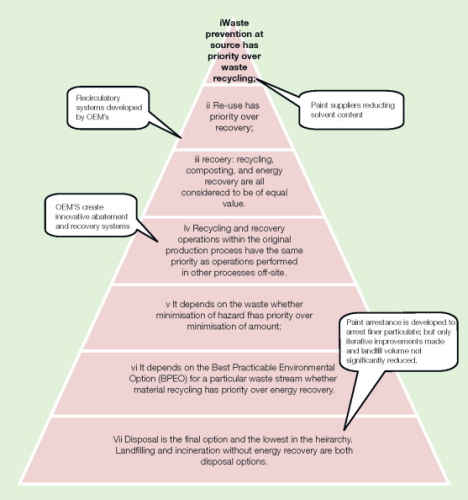
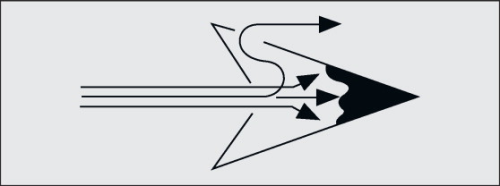
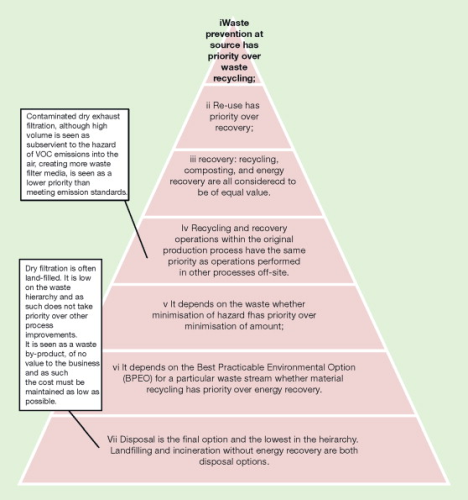
In the UK, automotive paint shops are identified within three different industrial market segments: • Paint shops of the main automotive manufacturers. • Paint shops of high volume automotive component manufacturers. • Paint shops for automotive refinishing and accident repair. For the purposes of this article, all three segments are generally considered as the automotive coatings industry. Due to their size, the main automotive manufacturers and high volume component manufacturers are regulated by the UK Government’s Department of Environment, Food and Rural Affairs (Defra) 2010 Industrial emissions directive, which is designed to ‘protect the environment from possible harm from their emissions.’ This directive is described further as ‘the coalescing of seven existing directives into one - namely: the Large Combustion Plant directive (LCPD); the Integrated Pollution Prevention and Control directive (IPPC); the Waste Incineration directive (WID); the Solvent Emissions directive (SED); and the three existing directives on titanium dioxide.’ Following publication in the Official Journal of the European Union on 17 December 2010, the directive (2010/75/EU) came into force on 6 January 2011 (Defra, 2 012). There are two main reasons why the automotive coatings industry needs to consider this directive. Firstly, because the manufacturing process of industrial paint application creates waste paint. Secondly, paint is considered to be potentially harmful to the environment and consequently the automotive coatings industry needs to ensure that this waste is managed to remain compliant with the terms of its environmental permit to manufacture. The manufacturing process of an industrial paint shop involves paint being applied either by hand or by robot to a substrate, which could be metal or plastic. By its nature, the application of paint involves overspray. It is this overspray which is of concern and is the potential environmental contaminate. The industry has traditionally managed this overspray with either dry filtration media or a water wash system, both of which would ‘arrest’ the excess paint particulate. However, environmental standards have become more stringent since the introduction of the IPPC directive in 1996 (Defra, 2012). This legislation set out new standards which also included maximum levels for VOC emissions (volatile organic compounds - potentially emanating from the paint). In order to meet these new standards, the automotive coatings industry put pressure on its process suppliers. The industry needed a re-engineering of the process to meet the new requirements - new water based paints and abatement systems were just some of the changes that were demanded. Figure 1 shows the passage of air flow from its contamination with paint to its expulsion to the atmosphere. The industry continues to be driven to manage waste emissions. The IPPC directive (1996) not only specified that compliance with emission standards was essential for environmental permits to manufacture to be issued; but was also accompanied by BREF documents A BREF (Best available technique reference) document is a European Union guidance publication. There are separate guidance documents for different industries to help the industry meet the requirements of European Legislation - in this case the industrial emissions directive. The aim is to help an industry by advising what needs to be done to meet the legislation -although it is not a legal requirement to do it that way as long as the legislation is met. The BREF document relevant to the automotive coatings industry is the European Commission Integrated Pollution Prevention and Control Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics August 2006. This document considers the environmental impact of surface treating metals and plastics. This BREF uses the principles of BAT which is defined by the term ’best available technique’. BAT is defined in the IPPC directive article 2 (11), by ’available’ and ‘techniques’ and is meant to be available under both economically and technically viable conditions, and that not only technology is to be considered but also the operation. This principle implies that companies should utilise the best technology that is available to minimise environmental impact providing it is economically viable to the business. This principle has put pressure on many of the key suppliers to the industry. They have been pressured to consider the hierarchy of waste which is defined as follows by the UK government for example (HMSO, 1995). In the United Kingdom the definition of waste minimisation is the reduction in quantity and hazardousness of waste produced at source. Re-use, recycling and recovery of wastes produced were not part of this definition of waste minimisation. Waste minimisation is waste prevention via the consumption patterns, implementation of clean technologies, and product design. Significant steps were achieved by chemical and paint suppliers by moving, for example, to water-based paints with the minimisation of waste solvent usage and resultant reduction in VOC emissions. The hierarchy of waste was further considered by OEM manufacturers that developed and re-engineered recirculatory and novel abatement systems. This was to reduce the level of potential emissions that would be emitted to the atmosphere. Indeed the companies considered improvements further down the UK Government’s policy framework by considering that waste minimisation could be thought of as a multi-layer phenomenon, (OECD, 1998). The hierarchy of waste minimisation measures is set out in the UK parliamentary white paper - Making Waste Work (HMSO, 1995). Figure 2 illustrates the hierarchy as specified in this white paper. OEM manufacturers contributed significantly in the recovery and recycling levels of the hierarchy by the invention of effective solvent abatement plants and ecoscrub treatments. However, when the hierarchy is considered in terms of the inventive contribution of suppliers it can be shown that while paint suppliers and OEM manufacturers have tackled the top of the hierarchy, paint shop exhaust arrestance filtration has not developed significantly. The pullout comments on Figure 2 shows where this influence has taken place and this article will address the reasons for this trend. Paint shop arrestance suppliers have been responsive to the demands of the industry, but the solutions have been iterative rather than re-engineered. The following section will justify this statement and suggests that the reasons re-engineering has not taken place is not through lack of collaboration or industrial support from the filter suppliers. Rather it is due to the industry’s perception of filtration as a low grade consumable. In addition, waste paint is considered an inevitable by-product of the process, and in particular paint shop exhaust filtration is thought of as a non-engineered product of undifferentiated technology, where costs must be minimised. The environmental value added potential of a re-engineered exhaust solution is always limited by the perceived filter’s economic viability to the business.
Filtration phenomena
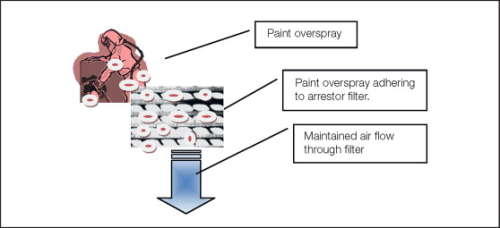
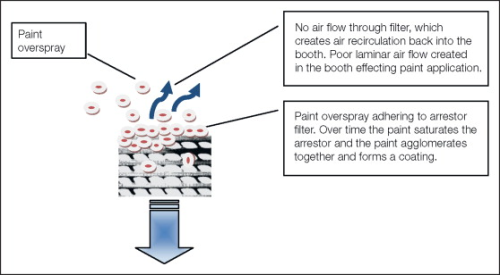
Figure 1 shows that the post IPPC 1996 directive function of arrestance filtration is to contribute to the reduction in waste and VOC emissions. These VOC emissions are created by the solvent vapour or paint particulate present in the paint overspray, which is exhausted from the spray booth. The paint arrester acts as a primary collection of the paint agglomerate - the paint is ‘blown’ onto the arrestor by the positive airflow from the booths. This positive pressure has to be maintained in order to preserve the laminar flow the booth has been set up with, to ensure the correct application of paint to the substrates. Figures 3 and 4 show this and it is this maintenance of air flow which is one of the fundamental characteristics of the paint stop arrestor - a pre-requisite criteria which has shaped historical and present day solutions. The key for any solution is to allow an airflow through the filter media while at the same time capturing the overspray paint particulate. In generic filtration terms, this capturing will be affected by the four key principles of filtration as described by Sutherland (2008).
Interception
Interception occurs when the contaminant is larger than the path of the air flow and it is ‘sieved’ out.
Inertia
Inertia is an important principle to paint arrestance as a significant proportion of the paint contamination is greater than 10 microns. This particulate has the ‘inertia’ in the airflow stream to be impacted into the filter and held there rather than being carried through to the post filter air stream. This principle is well illustrated in paint arrestance by the Andreas principle shown in Figure 5. Other filtration products of primarily the inertia principle include paper, expanded paper and glass fibre paint stop.
Diffusion
Diffusion considers fine particulate that has limited relative mass and as such is subject to Brownian motion. In this instance the random movement of the contaminant will cause it to adhere to the filtration media. Significantly the pore size of the media does not need to be as fine as the particulate itself (Sutherland, 2008). Historically, this principle was less relevant to paint arrestance, but with current environmental legislation the finer paint dusts also need containment. Here lies the first of many complexities of paint arrestance. Unlike many other types of filtration the actual contaminant is not uniform either in size or type in so much as it leaves the spray gun as a mist mainly consisting of particles greater than 10 microns in size by volume, but also containing much finer particles. These particles are captured in a mist state but then become dry (Schweizer, 1996). They are then prone to two phenomena in no consistent way. • Sieving - where the particulate could potentially break down into smaller particulate. • Agglomeration - to face load the filter. It is these complexities that are used to explain the fact that in many cases the ‘best’ arrestor is defined through trial and error rather than specification. Complexities are in practice exaggerated as paint media are not consistently drying at constant rates and spray guns are not consistently spraying at constant particulate size spectrums. Graduated density synthetic nonwovens have been introduced by the filter companies to act as diffusional layers in their products.
Adsorption
Notwithstanding these issues, adsorption is the final generic filtration principle and one which is also relevant to the complexities of paint arrestance filtration. In this phenomenon, the contaminate particle has an absorptive relationship with the filtration media - this could be electrostatic, hydrophobic or hydrophilic. A significant amount of recent research has gone into the development of electrostatic filters for paint arrestance. However, the electrostatic fibre filter has some drawbacks (Schweizer and Motter, 2001). The lifetime of the filter has been found to be very limited, primarily down to their effectiveness. The electrostatic fibres become saturated immediately with contaminate. This dissipates the electrostatic charge and limits the effectiveness of the adsorptive principle. However, the industry is uncomfortable with ‘trial and error’ and in fact influenced the demand for new test methods. ASHRAE’s 52.1(ASHRAE, 1992) based paint arrestance test (PAT) offered information on the fractional efficiency, but once again these comparative tests were based on laboratory outcomes. They were good for comparing the optimum arrestance of potential filter media, but do not necessarily determine their performance in practice. The present position has not moved on significantly in terms of dry filtration. Darvin and Cox showed there was a correlation between finer particulate retention and those filter systems which utilise interception and impaction, but also diffusion (Darvin and Cox, 1999) .However, this research did not characterise why synthetic media are more effective. Instead it has focused on the outcomes and in particular on the outcome of efficiency testing. There is only a limited understanding in the industry of the ‘best’ arrestor to choose and this is not reinforced in the surface treatment BREF documents (EPA, 2005) (European commission, 2006) (AEPA, 2001) (CEPE, 1999) which does not consider dry filtration as a priority. In many instances, arrestance solutions are found through maintenance experience; mixing and matching different manufacturers’ solutions to best fit a plant’s performance.
Future developments
The key operational consideration for commercial paint shops is adherence to their environmental responsibilities, particularly in terms of VOC emissions. The guidance for meeting these emission criteria are laid out in the industry’s BREF document (Environmental Protection Agency, 2005), (European Commission, 2006). However, these documents detail best practices in many areas but actually their consideration of the environmental impact of dry filtration is limited. Dry filtration is seen to be at the bottom of the hierarchy of waste and as such is a low priority. Moreover, it could be argued that filtration manufacturers have only been encouraged to offer solutions that can contain finer particulate, and not reinvent the whole solution with a total environmental impact focus. This statement can be justified because the environmental best practice is based on outcomes. While this is commendable, it has allowed many other areas of the paint process to make step changes, for example in solvent recovery and replacement (Monroe, 1994). The industry has not put huge demands on filtration; instead it has been happy with the co-operation and iterative developments. New test methods have been researched to better mimic performance, for example through the fractional penetration test (FP) (Darvin, 1997). This test is a measure of the volume of a particular particulate of a predetermined micron size which penetrates a filter as a proportion of that which initially challenged the filter. The work done to give the new test data has rewarded the industry with some further ways to differentiate between products, but unfortunately this work has not given the industry a broader understanding of why some solutions ‘work for them’ and why others do not. Filter suppliers over time have been asked to provide filters of a higher arrestance capability, driven solely by the need to meet emission standards. The industry has focused on the filtration outcome and suppliers have focused on achieving this through iterative methods. There has been little drive towards a more fully understood explanation of how current products perform and of considering re-engineered solutions for better multi-outcome based results. As such the competitive demands of the industry have allowed filtration to be perpetually maintained as a low cost consumable by-product, with neither the end-user nor the supplier valuing its potential positive environmental impact. One reason for this can perhaps be understood if the hierarchy of waste is considered for the last time. Figure 6 details filtration’s dilemma of being held at the bottom of the waste hierarchy. As a ‘low priority’ waste, there has not been the drive from the industry to achieve a greater understanding of exhaust filtration, which is not acceptable in environmental terms. BAT (best available technique) should still be considered for dry filtration, not least because of the potential for landfill waste reduction. Therefore it is concluded that a full characterisation of paint arrestor ‘failure’ is well overdue and that this data could drive re-engineered and innovative solutions rather than additive ones. The industry is only now considering that this consumable waste can be optimised in terms of its lifetime, in order to reduce landfill or pressure drop to reduce energy consumption. The industry has currently found solutions which are iterative developments of the traditional offerings .For example, media are now available in multi layers. What the industry has not done is to choose to differentiate technology in terms of BAT. In addition, all dry filtration offerings do not have the same environmental impact. This is not the case for many reasons, but not least in terms of landfill. By having more effective guidance, it would help to benchmark the industry more efficiently. With these benchmarks there is the momentum to redefine innovation. The textile industry has much more to offer in product engineering terms and this is not being delivered in paint arrestance filtration. It could be argued that the dry exhaust filtration has not seen re-engineering and innovation since the combination of craft paper and synthetic nonwovens in the 1990s. A characterisation study will be carried out at the University of Bolton, with a view to assessing how each type of media arrests its paint in practice. This study is overdue because it considers that the priority should be directed towards understanding more fully the environmental impact of dry filtration. This academic research will offer the industry the potential to recognise filtration in terms of differentiated techniques and thus BAT (best available technique). It will also offer significant guidance to an industry that is becoming increasingly environmentally aware.
References
Darvin. (1997) Fractional Penetration of Paint Overspray Arrestors. United States: Environmental Protection Agency EPA/600/SR-97/011. Darvin and Cox. (1999) Comparative study of spray booth filter system efficiency. Journal of the Air and Waste Management Association. Vol. 49, pp 339 -342 Darvin, Proffit and Ayer. (1997) Paint spray booth modifications for recirculation ventilation. United States: Modern paint and coatings, October pp 46-52. EEA. (2010) Industrial Emissions Directive 2010/75/EU (integrated pollution prevention and control) (Recast) (Text with EEA relevance), (10)’best available technique’. Environmental Protection Agency Ireland. (2005) Best Practice Guidelines for Vehicle Coating and Refinishing.Ireland: EPA. ISBN-1-84095-150-8. European Commission. (2006) Integrated Pollution Prevention and Control Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics. Spain: Official Journal of the European Union, August. European Commission. ( 2006) BREF for the surface treatment of metals and plastics using an electrolytic or chemical process. Spain: Joint Research Centre, Institute for Prospective Technological Studies. C/ Inca Garcilaso, 3 41092 Seville © 2008 EC JRC IPTS). HMSO. (1995) Making Waste Work, London: Cm 3040, December, paragraphs 1.113- 1.116. Monroe. (1994) Replacing solvent cleaning with aqueous solutions. EPA/600/SR-94/131 November OECD. (1998) Waste minimisation profiles of OECD member countries. Group on Pollution Prevention and Control (ENV/EPOC/PPC(97)16/REV2 dist: May). Schweizer and Motter. (2001) US Patent US6, 231.646, B1 May. Schweizer. (1996) Technological advancements in overspray collectors. Metal Finishing, ISSN: 0026-0576 Vol: 108, Issue: 11-12. Sutherland K. (2008) Handbook of filters and filtration. 5th Revised edition, ISBN-13: 978-1856174640. Watt, Cannon, Heinsohn, Spaeder and Darvin.(1993 ) Air pollution control system research an iterative approach to developing affordable systems. United States: Presentation at Defence Manufacturing Conference 29th November - 2nd December.




