
Filter presses and belt filters represent an interesting contrast in approach, but specifiers may often be involved in a project where both are viable alternatives for a particular duty. This article will look at the basic operating principles of each filter and then discuss some, but far from all, of the benefits, potential pitfalls and possible variations. Finally, some of the trends in the design and supply of these technologies are explored.
Two very important considerations when selecting filtration equipment for a particular duty are:
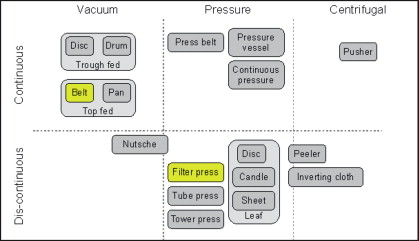
• the motive force for filtration• whether or not the filter will discharge filter cake continuously.
These two criteria can also be used to categorise many of the types of slurry filtration equipment that are available in a grid (see Figure 1), with filter presses and belt filters highlighted.
Filter presses
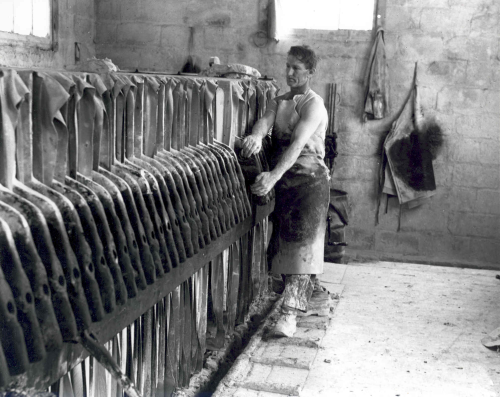
Filter presses have been in use for more than 100 years. Figure 2 shows an early example of a filter press in operation, in this case removing water from clay slurry in Cornwall, United Kingdom, before transportation to the potteries of the North of England.
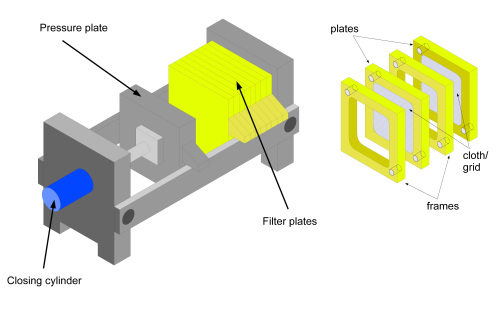
There are three essential elements to a filter press (see Figure 3):
• A set of filter plates or elements. For example, over the years, these have been made from wood, cast metal and, most commonly today, from moulded polymer (typically polypropylene). The basic idea is that these elements, when pushed together, form a series of contained filter elements. Slurry passes into each of these chambers, under pressure delivered by a slurry pump, filtrate passes through a filter medium and the retained filter cake accumulates in the chamber.• The filter medium – usually a woven cloth, but often a nonwoven cloth or paper.• The frame or structure. This must be designed to withstand the sometimes enormous forces which are trying to force the plate-pack apart when pressurised; it must also be possible to open this structure so that the filter cake can be removed.
All of these elements must be suitable, well maintained and kept clean, at a minimum, in order for a filter press to perform adequately.
The filter in Figure 2 had all of these, but not much else. The operator would have been responsible for the entire operation of the filter: closing and locking-off the plate-pack; opening slurry feed valves; closing them once the flow of filtrate reduced to a certain level; closing the slurry feed valve; opening the plate-pack; discharging the cake; inspecting the cloths and replacing/cleaning where necessary.
Latterly, and particularly since the 1960s, a number of enhancements have been made to the basic design of a filter press, partly to reduce the cost of labour, but also to ensure consistency in performance:
• Automated operation (plate-pack opening and closing).• Process control, moving on from simple timer mechanisms to systems that monitor process conditions and can respond accordingly.• Cake discharge mechanisms (for example systems that shake the plates or cloths).• Cloth washing systems.
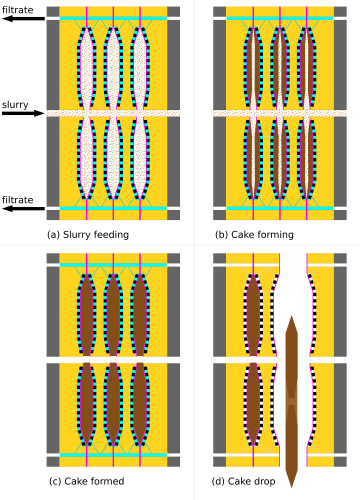
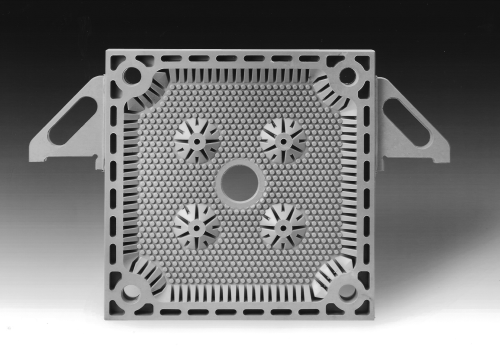
Figure 5 shows an example of a chamber plate. In operation (Figure 4), a number of these plates are held together, with a cloth draped over each face. For this particular plate design, the cloth should be fabricated to incorporate holes so that, when pressed together, the plate pack forms a slurry feed channel (in the centre) and filtrate channels (in the corners). The surface of the plate incorporates pips to allow the filtrate to flow freely to the corners. Finally, the plate has four stay-bosses grouped around the slurry channel to reinforce the structural integrity of the plate pack. This plate would sit on a side-bar filter, with the handles on each side supporting the plate.
There are many possible designs and combinations of designs for filter presses' plate packs. An innovation from the middle of the last century was the use of diaphragm plates, which incorporate a bladder that can be pressurised or inflated to squeeze moisture from the filter cake. This reduces the de-watering time and increases productivity. It can also help to prepare the filter cake, through consolidation, for air-drying or washing, where air, or water, are driven through the cake in order to replace the original liquid.
Variations
The basic concept of the filter press (an arrangement of plates that are held together to form a series of filtration chambers), is used in applications as diverse as blood-plasma purification through to the de-watering of large tonnages of mining slurries. Clearly, the needs of these applications, in terms of size and for example hygiene, mean that the actual execution of these machines will vary massively. Commercial units vary in size from less than 1m2 to greater than 1000m2.
Today, modern, fast acting filter presses dwarf the filter shown in Figure 2, containing hundreds of plates. In the near future, individual plates that are 3 metres square will become commonplace and tower above their operators. As will be discuused later, these machines are simply too large to be manufactured and then delivered from a central factory. While such machines closely resemble the filters from a century ago, certainly at first glance, they are now larger, more reliable, more sophisticated and, ultimately, far better performing.
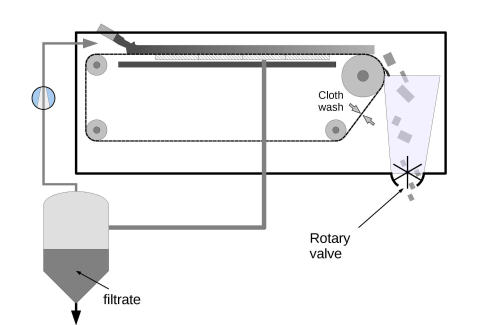
| It is possible to benefit from continuous belt filtration at higher pressures, by placing the filter in a pressurised housing. However, such devices need a form of gas-lock, to ensure that the vessel can remain pressurised, while the cake can be discharged to atmospheric pressure. One way to achieve this is to use a rotary valve, see Figure 10. However, this can result in the loss of some of the other benefits of belt filtration, such as accessibility and visibility. |
Weaknesses/difficulties
Filter presses are in operation throughout the process and mining industries and successfully de-water huge quantities of solid-liquid slurry. However, there are some particular points to look out for.
Cloth blinding
Filter presses may contain a large number of plates, each with an individual cloth that may be difficult to reach for cleaning. If the material being filtered clogs, or blinds, the filter medium, then it may be difficult to maintain a decent throughput. If the cycle time is long enough, then it may be practical to use a disposable filter medium. Equipment manufacturers have developed cloth washing systems, but because of the inherent arrangement of a filter press, they can usually only wash one side of the cloth.
Cake discharge
If the cake sticks to the cloth, or is not heavy enough to fall of its own accord, then an operator must manually discharge the cakes, or a mechanism such as a cloth shaker used. Closing a plate-pack onto undischarged cakes can lead to problems.
Rapidly settling slurries
If the particles in the slurry are coarse and/or dense, then they may settle to the bottom of the chamber. This can lead to wedge-shaped filter cakes, which in turn can affect the outcome of any air-drying or washing stages (the thinner part of the cakes would be over dried/washed).
Cycle time
The opening of the plate pack for cake discharge, and if used cloth washing, can add a significant amount of ‘dead-time’ to the cycle. Equipment manufacturers have focussed a great deal of developmental effort into reducing the cycle time, but in some applications the filter can spend less time filtering than it is opening and closing.
Belt filters
The belt filter incorporates a moving cloth, usually moving continuously (or very nearly continuously) over a number of, but at least two, rollers. The motive force for filtration is usually provided by vacuum under the filter cloth.
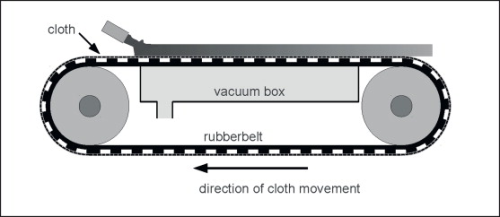
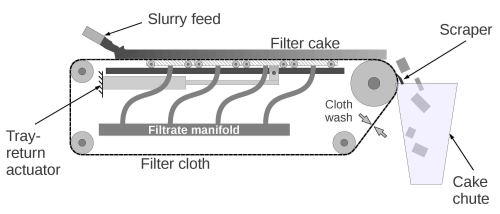
There are a large number of manufacturers and options available, although there are two main types: carrier-belt and tray-type. The carrier-belt type incorporates a belt, usually made of rubber, which has a series of grooves to allow filtrate to pass and follows the cloth around the rollers (see Figure 6). The other type incorporates a series of trays underneath the cloth. These trays are connected to the vacuum system and either follow the cloth (being sharply retracted before they come to the end of the filter) or are fixed, with the cloth advancing, or indexing forward intermittently (see Figure 7).
One of the key benefits of belt filtration is that the entire process is taking place in front of you and it is simple to spot any problems as they occur. A skilled operator will be able to tune the process by looking at how wash water distributes itself or whether the cake is cracking and can make adjustments and immediately see the results.
Another key benefit is the ability to incorporate multiple stages along the filter belt. The filtration and separation process (which can incorporate filtration, cake washing, air-drying) takes place along the length of the belt, so a belt filter can take a slurry and deliver a washed, dried cake (or even powder).
It is possible to incorporate a fixed cloth-washing station, usually just after the discharge roller, so that the cloth arriving at the beginning of the process, where the slurry arrives, can be fully refreshed for optimal performance.
Difficulties/problems
As before, there are some applications in which vacuum filtration generally, and belt filtration in particular, are not applicable.
• Some slurries will simply not respond if the motive force for filtration is limited to a pressure drop somewhat less than atmospheric pressure. There are some options for belt filters held in a pressurised housing (see Box – Continuous pressure filters), although these will be significantly more expensive than a basic belt filter.• While the lifetime of the filter cloth on a belt filter can be long – up to several years – the changing of a cloth can be a long and specialised task on a large belt filter. The changing of a carrier belt even more so (although, once again, the lifetime should be long).
Variations – belt filters
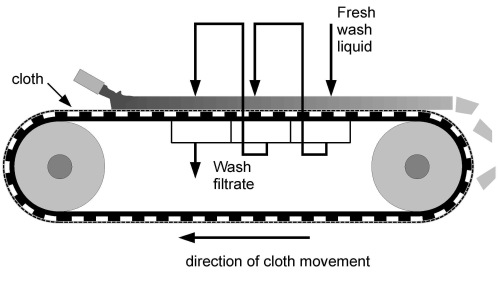
The core idea of a belt filter can be implemented in a number of different configurations, meaning that counter-current washing can be used (see Figure 9). In this washing arrangement, the filter cake receives a number of passes of wash liquid (albeit increasingly contaminated with mother liquid). The outcome can be significantly better wash results with reduced wash liquid consumption. There is no theoretical limit to the number of stages, although law of diminishing returns and practicalities generally limit it to around five. (Although there are a small number of highly specialised, demanding applications with up to 12 stages.)
Cloths for filter presses and belt filters
In common with all filtration equipment, the filter medium (in this case a cloth) is the component that has the greatest bearing on the outcome of the separation process – no matter how sophisticated or expensive the machinery that holds it in place and contains the motive force for filtration.
There have been great advances in filter media for both types of filter. These include the use of novel materials, weave patterns, surface treatments and fabrications, all aiming to improve performance, in terms of lifetime, filtration outcome or cake discharge. Many of the modern forms of filter press and belt filter would not be possible, or would seriously underperform, were it not for these advances.
For belt filters in particular, multi-layer weaves offer a very fine surface to give excellent filtration performance combined with the strength of a coarser backing weave to convey the cake.
Modern belt filters may require cloths that are more than 200m long and 4m wide. These cloths must be practically perfect, since any weaving mistake or sub-par yarn will create a weak spot that an abrasive slurry can turn into a pin-hole and then a coin-sized hole.
Trends
Solid liquid filtration duties are becoming more challenging. For example, metal ores need to be ground finer in order to liberate the metal-bearing minerals. At the same time, the demands for efficiency and product quality are constantly increasing.
There is a strong pull from the market for larger single units, smarter process control and ever-lower production costs, while new technologies push advances in manufacturing technology, process control systems and filter media.
Control systems are critical. The success of a filtration plant often depends crucially on the drive and commitment of a small number of people. There is simply so much that can go wrong with pressurised slurries, cakes and jets of pressurised air carrying solid particles. A stray piece of filter cake may sit and harden for a few days before dislodging and getting underneath a cloth roller or on a plate-pack sealing surface. Both of these situations could lead to significant cloth damage.
Increasing demand for metals and other products of the process industries, together with increasingly difficult-to-filter slurries, mean that bigger filtration units are needed. In the past, units would typically be manufactured completely in the equipment suppliers' workshops. However, it is becoming increasingly common for the large, structural, parts of the filter to be manufactured locally and delivered to the installation site, where they are combined with the filtration-specific components, such as plates, cloths and control systems.
Advances in materials, design tools and manufacturing methods mean that it has been possible to produce increasingly larger units. However, there are signs that a practical limit to the size of equipment is being reached and there will soon be multiple installations of the largest filter presses or belt filters processing huge quantities of mining slurries.
There have also been changes to the equipment supply industry. In the past, companies tended to specialise in one particular type of filter and, in many cases, accumulated considerable knowledge and experience in their operation. These companies also became specialised in their manufacture. The 1990s saw the emergence of multi-product ‘filtration houses’, where in some instances this highly specific knowledge and experience became diluted or even lost. Currently, many of these filtration houses have now been absorbed into larger process equipment concerns. This means that the same company can now supply grinders, crushers, conveyors, flotation columns, reactors, thickeners, solid-liquid filters, air-filters, calciners and dryers, as well as a complete process control system. Therefore, sometimes it can be difficult to access the knowledge and experience within such suppliers.
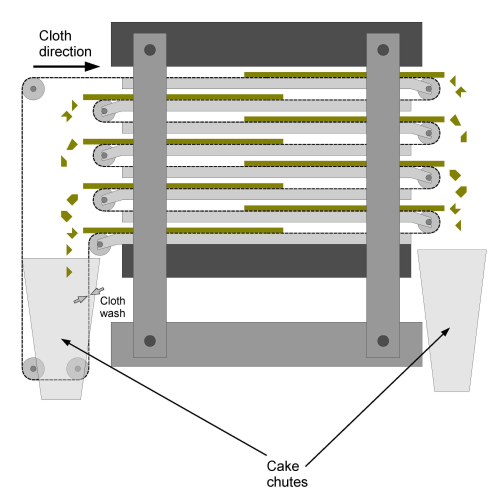
| Tower press filters combine some of the features of filter presses and belt filters. Figure 11 shows an example of a tower press, in this case incorporating a single cloth passing through a vertical stack of horizontal plates. Tower presses offer similar process conditions to filter presses, along with positive cake discharge and cloth-cleaning of belt filters. However, these machines tend to be more complicated and more expensive than basic filter presses or belt filters. |
So, which is best?
Returning to Figure 1, it is possible that either, or even both, of these filters will provide the process outcome required. There can be no hard and fast rules, but the outcome of the decision is more likely to be successful if it is:
• Based upon evidence: –Tested at laboratory and pilot scale–Researched, with reference visits and interviews with other users
• Considered in business terms – how are the overall economics of the process affected by the filtration process outcome? Do not limit this simply to the cost of filtration itself, but include upstream and downstream costs, such as raw materials, drying, transportation, waste treatment and environmental impact.• Carried out in a timely manner. Too often filtration is not considered deeply enough during the development and plant design for a new chemical product or mining resource. As a result, the supplier with the best delivery time may win.
Filter presses and belt filters account for a large proportion of the world's solid-liquid filtration activity, and have developed to become larger, more sophisticated and also more reliable. They are now found in applications ranging from small-scale, ultra clean medical laboratory applications through to the largest, dustiest and heaviest applications of filtration anywhere.





