Stimulating new product development
Manufacturing intricate complex metal products is a challenge. This article looks at the use of photo etching and, through case studies, it shows not only can photo etching be cost-effective and accurate, but it can assist in the stimulation of product designs impossible to manufacture using conventional technologies.
Most available sheet metalworking technologies have drawbacks, be it in the area of material degradation under processing regimes, long and costly lead-times, high tooling costs, or indeed a mixture of all. The precision necessary when manufacturing customised intricate meshes and filters highlights machining issues particularly well, and today some manufacturers are using photo etching.
To date some in the industry have categorised photo etching as a prototyping technology rather than recognising its usefulness and adaptability as a mass manufacturing process.
Photoresist stencil
Photo etching employs chemical etching through a photoresist stencil as a method of material removal over selected areas. The use of photoresists allows for the manufacture of high resolution parts with complex geometries or with large arrays of variable aperture profiles in thin, flat metal sheet.
As a manufacturing process, photo etching has a key attribute when it comes to part integrity, and that is that during the production process, it does not affect or degrade material properties. It is in this area that many metal processing technologies fail to deliver. For example, punching, stamping, and laser and water cutting all cause significant stresses and degradation of the metal being worked, and when the metal being worked becomes thinner, heat distortion and material shredding are common issues.
The burrs and rough cuts that are associated with more traditional metal processing technologies are also eliminated when using photo etching, which is also agnostic when it comes to shapes and unusual features in products to be manufactured. The nature of the process means that feature complexity is not an issue, and in many instances, photo etching is the only manufacturing process that can accommodate certain part geometries.
In addition, while photo etching can be used on a variety of metal thicknesses, it can also work on ultra-thin sheet metal, even as low as 10 micron foil.
Cost effectiveness
Beyond the positive attributes of the process in terms of the resultant metal parts post-processing, photo etching is also characterised by its cost effectiveness and versatility at the tooling stage. Tooling for photo etching is digital, and therefore substantially less expensive than the tooling for alternative metal manufacturing technologies. This means that multiple design iterations and the consequent tooling changes to ensure manufactured part integrity are not a significant issue with photo etching.
When applied specifically to the manufacture of customised meshes and filters, photo etching is characterised by a number of process advantages.
Lead times are reduced dramatically, as are contingent costs, as tooling set up and iterations (which are often necessary) are quick and relatively simple. Being digital, the tooling for photo etching can be manipulated on screen with ease and take a matter of hours rather than the days or weeks that would be expected with traditional processes.
Also, of particular interest to mesh manufacturers, special features and various aperture shapes can be incorporated in a single mesh without any cost penalty. Varying bar sizes and open area ratios can be incorporated to control flow rates across the mesh, and something that appeals to design engineers across industry is that the photo etching process allows for far greater open areas than is possible using alternative processing technologies due to its ability to produce tiny and intricate wire sizes.
When compared with meshes that are woven, the single-part meshes and grids that are produced via photo etching are characterised by their consistent cross-sectional thickness and accuracy of aperture shapes and sizes. Also, as they are manufactured from a single piece of metal, they are slimmer, have greater integrity, are robust when being handled, and the exhibit better electrical properties with no risk of poor contact at the weave intersect.
Finally, as chemical etching uses fluid to remove metal, it does not produce straight or orthogonal walls and edge profiles. Instead, the photo etching process produces a rounding effect which, coupled the ability to tightly control the etched profiles, can allow for the creation of special features and functionality in meshes that alternative processes cannot achieve.
Case study 1. Shower head
A European shower manufacturer required a shower head where the edge profiles of the holes produced were critical to the functionality of the shower head. For this a ‘rougher’ etch was required for its application rather than a completely smooth etch, which allowed it to achieve a high quality spray for which it had a global reputation.
A simple flip action switched to one of four different sprays: rain, storm, cloud, and burst. The small spray plate was designed with 900 0.148 mm precision apertures with a tolerance of +/- 0.02mm. It was required that water passed through these apertures smoothly, and it was soon determined that the geometry and shape of each aperture was critical to the spray pattern achieved.
Alternative technologies, and indeed conventional photo etching, struggled to produce a high enough spray quality. Precision Micro developed a process that produced consistent apertures that generated incredibly fine even spray patterns with little to no directional bias.
The showerhead is now being mass manufactured using the same photo etching technology that was used during product development to produce the initially required prototypes.
Case study 2. Blood filtration
In the medical arena, a blood filtration product for a medical OEM had been frustrated in its attempts to produce a micro filter using alternate technologies and service providers. The company had made the filter using a hugely expensive, time-consuming and, due to the production of burrs on the underside of the component, inefficient and ineffective laser process. What was required was to pierce a 78 mm diameter, 50 micron thick stainless steel disc with over 130,000 apertures, each being 100 microns in diameter on a staggered pitch of 200 microns with a maximum allowable tolerance of +/- 10 microns against a standard tolerance for photo etching of +/- 25 microns.
As the photo etching process, unlike the previously used laser process, allowed for the etching of all 130,000 holes simultaneously, Precision Micro was able to not only provide burr and stress free filters, but they were produced in a fraction of the time and therefore afforded the OEM a cost effective route to mass production.
Case study 3. Industrial fire detection
A manufacturer of industrial fire detecting products required a mesh to be incorporated in a smoke detector that prevented insects from getting inside and triggering false alarms. It was vital that any mesh used did not prohibit the free movement of air while at the same time keeping insects out.
Initially the manufacturer had used expanding meshes which, it was found, were too coarse to prevent insects entering the units, and there were also issues seating the component in the plastic moulding which had multiple locating pillars. Precision Micro worked on the development of a mesh made from 0.125 mm stainless steel with thousands of square holes separated by 0.125 mm wide bars that encouraged maximum airflow. The perimeter holes that fitted over the pillars were serrated to allow the filter to bite into the plastic and thus hold it in place securely. (Figure 3).
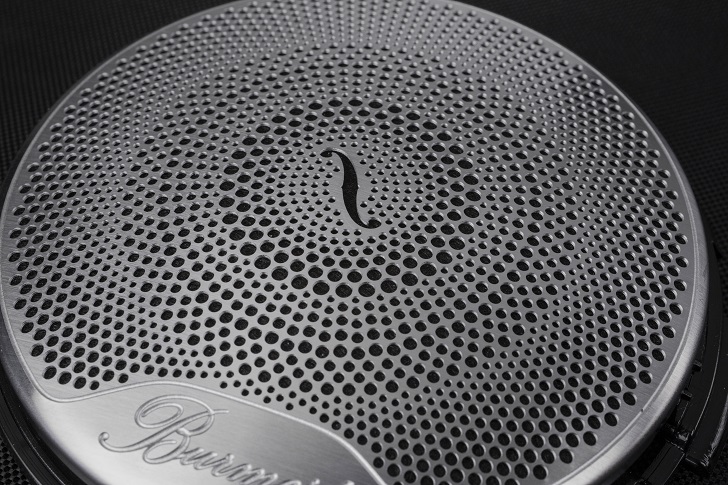
Case study 4. Automotive interior
In the area of automotive interior application, there is a demand for speaker grilles to replace those traditionally produced from pre-perforated sheet materials. Here the versatility of the photo etching process was exhibited, as Precision Micro produced a series of complex designs, mesh patterns, and company logos and indents simultaneously in a single machining operation, something that would be cost-prohibitive if for example stamped, press tools also potentially damaging to such cosmetic parts, leaving scuffs. Burr free grilles were produced with micron tolerances and including high definition surface engravings. The ability to change grille patterns with minimal tooling costs, and quickly, was also extremely advantageous in these applications.
Such versatility allows OEMs to look at ways of ‘mass customisation’ when providing automotive interiors, giving the impression of personalisation and uniqueness model to model and even within a single model range.
Stimulating new product designs
The case studies show that the use of photo etching not only provides a route to manufacture when other technologies struggle, but also, due to its inherent characteristics and accuracy, stimulates new product designs. When it comes to the production of cost-effective and reliable meshes and filters, it is difficult if not impossible for alternate machining technologies to compete.
With the ability to produce feature rich, complex designs, and with the added opportunities to vary edge profiles to cater for the demands of specific applications, design engineers have a freedom to design products that it was previously impossible to manufacture reliably and cost-effectively, and this enhances product aesthetics and functionality across all key industry sectors.
Author and contact
The author of the article, Albert Tsang, is the technical manager at Precision Micro, Birmingham, UK. Precision Micro is one of the world’s few production photo etching specialists. It produces more than 50 million components each year, using subtractive chemical erosion to produce burr- and stress-free precision metal components to create 2-D process to create 3-D components that cannot be created with other technologies.





